
De nouveaux cermets pour booster les performances et les sécurités de processus
WNT
parLa gamme de plaquettes en cermet de WNT a été améliorée avec l’arrivée de nouvelles nuances de tournage et de fraisage. Ces nouveaux cermets disposent de revêtements Dragonskin déposés en multicouches par procédé CVD, et par nanotechnologie sur des substrats déjà éprouvés, leur permettant d’être significativement plus performants que leurs prédécesseurs.
Cermet Milling insert
Les plaquettes en Cermet (céramique métallique) présentent depuis longtemps, dans certaines applications, des avantages certains par rapport à leurs homologues en carbure de tungstène. Le fabricant WNT vient de franchir dans ce domaine un nouveau palier. En effet, les anciennes nuances disposaient d’un revêtement monocouche assez épais qui présentait certains avantages mais avait tendance, à cause de son épaisseur globale, à provoquer l’apparition de microfissures qui se propageaient jusqu’au substrat et affectaient au final la durée de vie des plaquettes. Pour cette nouvelle génération, WNT a fait appel à la technologie Dragonskin qui permet de déposer plusieurs nanocouches de revêtement Al2O3 sur la couche d’accroche à base de Ti (C, N) qui protège à son tour le substrat cermet. Cette technologie multicouches Dragonskin élimine la formation de microfissures améliorant sensiblement la durée de vie de l’outil et la sécurité de processus.
.
Cermet Turning insert
De faibles efforts de coupe et un meilleur contrôle des copeaux
Les nouvelles nuances sont bien plus performantes que les anciennes et permettent d’obtenir d’excellentes durées de vie. La nuance de tournage DCC1110 est disponible en plaquettes négatives et positives. WNT a également mis au point des géométries nouvelles et spécifiques à ce matériau de coupe. La géométrie pour plaquettes négatives baptisée NF12 se montre parfaitement adaptée à des opérations de finition dans la quasi-totalité des matériaux. Elle dispose d’arêtes vives générant de faibles efforts de coupe et un meilleur contrôle des copeaux même avec de faibles profondeurs de passe. Celles-ci seront idéalement situées entre 0,3 et 1,5 mm, pour des avances comprises entre 0,07 et 0,25 mm/tr.
Deux géométries nommées PF14 et PF15 ont été créées pour les plaquettes positives ; PF14 étant préconisée pour les opérations de superfinition à finition et PF15 pour les opérations de finition ou de semi-finition, particulièrement dans les aciers et les aciers inoxydables. Les profondeurs de passe préconisées sont comprises entre 0,2 et 1,3 mm, et les avances de 0,06 à 0,25 mm/tr. Pour le DCC1110, les vitesses de coupe pourront atteindre 520 m/minute dans les aciers et les fontes et 350 m/minute pour les aciers inoxydables. Dans le domaine du fraisage, WNT vient de lancer également une nouvelle nuance de cermet Dragonskin DCC1210 pour le fraisage des aciers avec laquelle des vitesses de coupe de 400 m/min sont possibles.
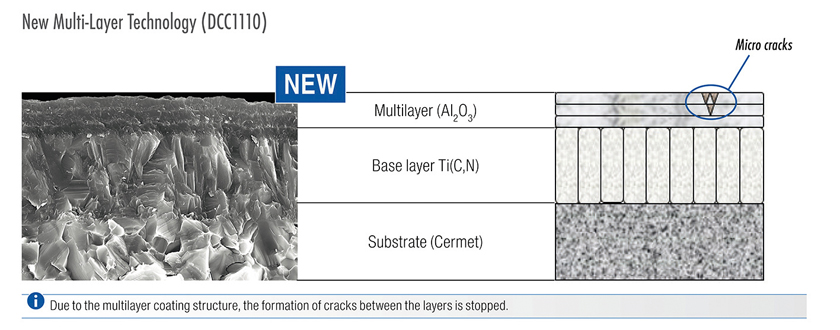
Cermet Multi-Layer
N° 76 Avril 2016