
Système de fraisage innovant pour l’usinage des dentures
HORN / DMG MORI
parLa société Paul Horn GmbH a développé un nouvel outil pour la fabrication de dentures cyclo-palloïdes. Le système de fraisage M279 est utilisé pour les petites séries et les pièces uniques. La répartition de la coupe de l’outil à six arêtes de coupe permet un important volume d’usinage avec une faible pression de coupe.
Le système M279 Horn permet la fabrication de flancs de dentures convexes ou concaves par usinage simultané en cinq axes
Une optimisation du temps, plus rapide d’au moins 20% que les procédés existants avec des outils carbure revêtus. Cet outil robuste avec plaquettes de coupe réversibles pour la coupe pleine sur machines de fraisage et de tournage est également adapté pour l’usinage par fraisage en cinq axes simultanés avec le logiciel gearMILL de DMG MORI. Telles étaient les exigences de DMG MORI, le constructeur leader mondial de machines outils par enlèvement de copeaux.
Symbiose ciblée
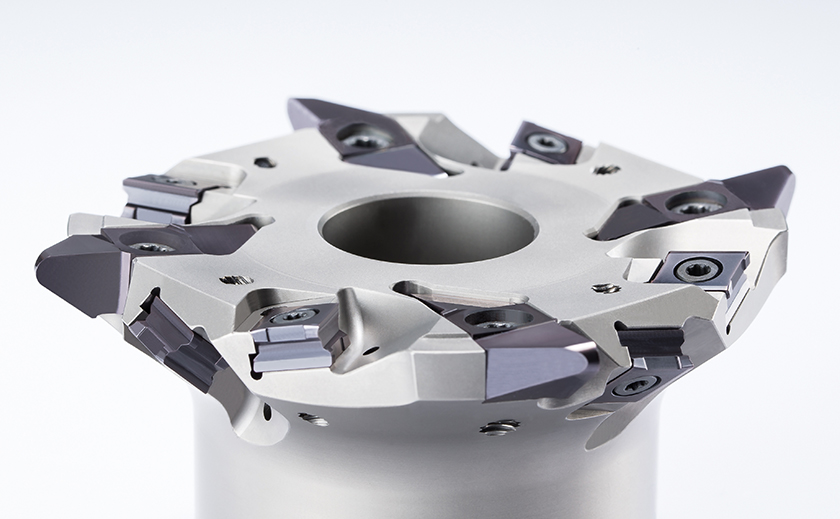
Horn est un fabriquant reconnu comme étant un grand spécialiste des gorges. L’entreprise implantée près de Stuttgart, en Allemagne, conçoit et fabrique des outils de précision pour le tournage et le fraisage de gorges. Afin de résoudre la problématique de DMG MORI, le carburier s’est appuyé sur le développement d’un concept nouveau et innovant. Quatre plaquettes de coupe réversibles de type S279 vissées sur l’avant avec un rayon d’angle de 2 mm et huit plaquettes de coupe de type 409 à vissage tangentiel forment une symbiose ciblée avec les logements de plaquettes solides. La superposition des goujures les unes par rapport aux autres permet au système d’exécuter des coupes très profondes. Horn a configuré le corps de base d’outil au refroidissement intérieur ciblé sous la forme d’un porte-fraise selon DIN 8030 A avec un diamètre de coupe circulaire de 100 mm.
Grâce aux tests effectués chez DMG MORI à Pfronten et aux ajustements des données de coupe, l’outil de fraisage permet un usinage convexe ou concave des flancs de dentures en fonctionnement simultané à cinq axes. L’angle de spirale peut mesurer entre 0° et 90°. Le module peut être sélectionné presque continuellement. L’ouvrage d’essai était une couronne dentée en 17CrNiMo6 de module 7,6. La denture cyclo-palloïde a été fabriquée avec vc = 250 m/min et vf = 650 mm/min en coupe pleine et les flancs de dentures avec vf = 2 000 mm/min.
Précision et optimisation du temps
Le principe du système de fraisage M279 est la base de la construction pour d’autres dimensions de module pour l’extension de système d’outil. L’outil de fraisage innovant séduit par ses plaquettes de coupe éprouvées de type S279 et R/L 409 avec leurs logements de plaquettes solides ; également par sa grande précision et en particulier l’optimisation du temps lors de la fabrication de pièces uniques et de petites séries.
Avec le développement de la fraise M279, Horn étend sa gamme à la fabrication de dentures de diamètres 0,5 à 30. Outre les fraises en carbure DS et le système à tête interchangeable DG pour l’usinage de finition des flancs de dentures, Horn propose également des solutions de dégrossissage avec le système à avance rapide DAH. S’y ajoutent, selon le cas, des solutions d’outil pour le mortaisage d’engrenages intérieurs ou extérieurs.
N° 91 Septembre 2017