Du nouveau dans le perçage des aciers et de la fonte

La crise n’arrête pas Kennametal. Le carburier américain vient, d’une part, de compléter sa gamme de forets carbure monobloc en introduisant le foret HPR pour le perçage haute performance de pièces en fonte. D’autre part, le fabricant a introduit le foret carbure monobloc HPX. Ce foret de nouvelle génération dédié aux applications acier devient une nouvelle référence en termes de durée de vie d´outil et de productivité.
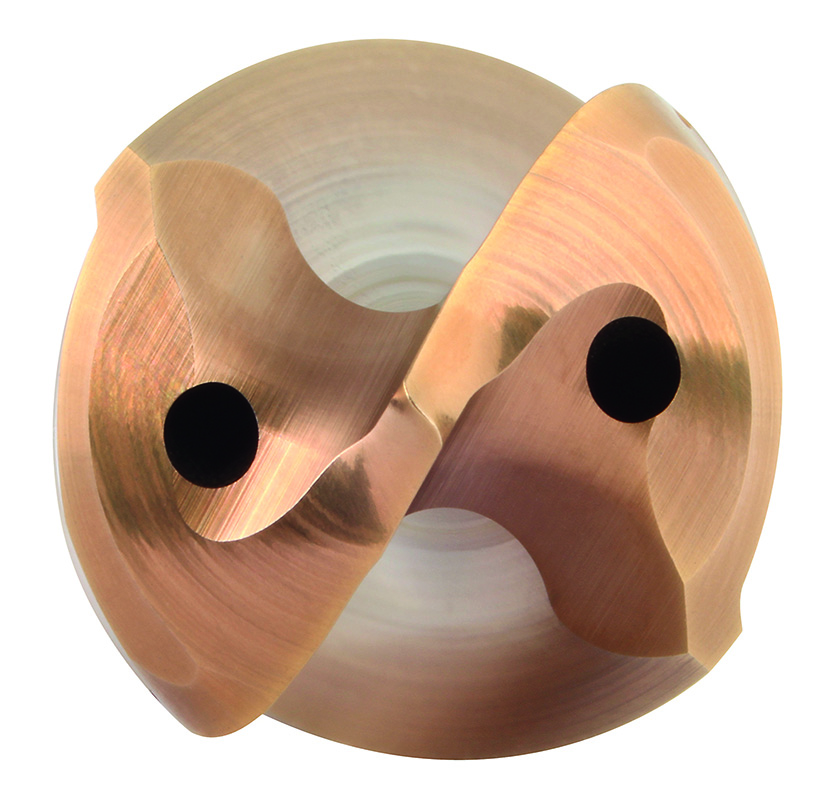 La pointe brevetée du foret et l’angle de pointe de 143° offrent de meilleures capacités d’auto-centrage et réduisent les efforts de poussée, permettant ainsi de maintenir le foret droit même aux vitesses d’avance les plus élevées. De plus, les quatre listels garantissent une stabilité maximale lors du perçage de trous sécants et de sorties inclinées. Le rayon d’angle breveté améliore la durée de vie de l’outil et la qualité de trou ; celle-ci répond à une plage de tolérance de trou IT9 à IT10 tout en éliminant efficacement l’écaillage de la pièce à la sortie du trou. « La pointe à faible effort de poussée permet aux utilisateurs d’appliquer le foret même dans les conditions les moins favorables, les applications à paroi mince, ou tout simplement lorsque la puissance de la broche constitue le facteur limitant », explique Frank Martin, chef de produit chez Kennametal. Des essais approfondis ont montré que ce nouveau foret apporte des solutions pour ce type de défi, ainsi que pour la production de fonte à fort volume.
La pointe brevetée du foret et l’angle de pointe de 143° offrent de meilleures capacités d’auto-centrage et réduisent les efforts de poussée, permettant ainsi de maintenir le foret droit même aux vitesses d’avance les plus élevées. De plus, les quatre listels garantissent une stabilité maximale lors du perçage de trous sécants et de sorties inclinées. Le rayon d’angle breveté améliore la durée de vie de l’outil et la qualité de trou ; celle-ci répond à une plage de tolérance de trou IT9 à IT10 tout en éliminant efficacement l’écaillage de la pièce à la sortie du trou. « La pointe à faible effort de poussée permet aux utilisateurs d’appliquer le foret même dans les conditions les moins favorables, les applications à paroi mince, ou tout simplement lorsque la puissance de la broche constitue le facteur limitant », explique Frank Martin, chef de produit chez Kennametal. Des essais approfondis ont montré que ce nouveau foret apporte des solutions pour ce type de défi, ainsi que pour la production de fonte à fort volume.
 Le revêtement multicouche AlTiN/AlTiSiN exclusif du foret supporte l’abrasion extrême et les charges thermiques élevées inhérentes au perçage de la fonte grise, la fonte ductile, la CGI, l’ADI et la GGG. Ce nouveau revêtement résiste également aux inclusions et aux pores habituellement rencontrés dans ces matériaux difficiles. Les goujures ultra polies et leur large section transversale favorisent l’évacuation des copeaux et réduisent encore la chaleur et le choc thermique qui en résulte.
Le revêtement multicouche AlTiN/AlTiSiN exclusif du foret supporte l’abrasion extrême et les charges thermiques élevées inhérentes au perçage de la fonte grise, la fonte ductile, la CGI, l’ADI et la GGG. Ce nouveau revêtement résiste également aux inclusions et aux pores habituellement rencontrés dans ces matériaux difficiles. Les goujures ultra polies et leur large section transversale favorisent l’évacuation des copeaux et réduisent encore la chaleur et le choc thermique qui en résulte.
Quant au nouveau foret HPR, celui-ci est pourvu d’un arrosage direct standard et d’une interface DIN 6535 et 69090-03 MQL (minimum quantity lubrication – quantité minimum de lubrifiant). Grâce à ces caractéristiques, le foret excelle dans les conditions d’usinage humides ou sèches. « Qu’il s’agisse de percer de grandes quantités de trous ou de surmonter des difficultés typiques dans toutes sortes de pièces en fonte, le foret HPR est clairement la solution », ajoute Frank Martin. Le foret carbure monobloc HPR pour pièces en fonte est disponible dans des diamètres de 3,0 à 20,0 mm et des longueurs allant jusqu’à 8 x D.
HPX, un nouveau foret carbure monobloc hautes performances pour les applications acier
Kennametal a également complété sa gamme de perçage carbure monobloc en introduisant la géométrie de haute performance HPX pour de larges applications de perçage dans l´acier. Conçu pour percer rapidement et efficacement des trous jusqu´à 8xD dans n´importe quel matériau acier ISO-P, le foret HPX offre une durée de vie d´outil multipliée par 2 et une productivité 3 fois supérieure par rapport aux produits concurrents, y compris dans les cas d´usinage à sec ou de micro-lubrification (MQL).
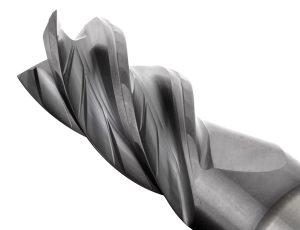
L’atout du foret HPX réside dans sa conception. L’acier crée lors des opérations de perçage une forte charge mécanique engendrant des efforts qui provoquent l´usure rapide de l´outil et l´écaillage de ses angles les plus vulnérables. Kennametal a éliminé ce point de défaillance en appliquant un renfort d’arête sur les becs et en corrigeant la géométrie des arêtes de coupe du foret HPX. Avec les listels arrondis descendant le long des goujures, ces spécificités ont pour effet de stabiliser le foret tout en réduisant le frottement.
 Avec sa conception de pointe unique et son revêtement Multicouche breveté, le foret HPX permet aux fabricants de maîtriser toutes les opérations de perçage dans l´acier. Les arêtes rapportées constituent un autre problème courant dans le perçage des aciers alliés. L´arête de coupe du foret HPX contribue à en éliminer une partie, mais l´élément déterminant, c´est la préparation optimisée des arêtes. Ce léger arrondi d’arête, tout comme les goujures ultra polies de l´outil, réduisent encore plus les frottements à l´origine des arêtes rapportées. Ajoutez à cela une nuance de carbure spécifiquement conçue pour l´acier – la KCP15B – ainsi qu´un revêtement multicouche AlTiN. Le foret HPX constitue la nouvelle référence en matière de durée de vie d´outil en perçage ISO-P à fort volume.
Avec sa conception de pointe unique et son revêtement Multicouche breveté, le foret HPX permet aux fabricants de maîtriser toutes les opérations de perçage dans l´acier. Les arêtes rapportées constituent un autre problème courant dans le perçage des aciers alliés. L´arête de coupe du foret HPX contribue à en éliminer une partie, mais l´élément déterminant, c´est la préparation optimisée des arêtes. Ce léger arrondi d’arête, tout comme les goujures ultra polies de l´outil, réduisent encore plus les frottements à l´origine des arêtes rapportées. Ajoutez à cela une nuance de carbure spécifiquement conçue pour l´acier – la KCP15B – ainsi qu´un revêtement multicouche AlTiN. Le foret HPX constitue la nouvelle référence en matière de durée de vie d´outil en perçage ISO-P à fort volume.
Le foret HPX est doté d’une nouvelle géométrie améliorant la formation, la fragmentation et l’évacuation des copeaux. La géométrie de pointe HPX génère des efforts de coupe nettement moins élevés, s’adaptant mieux aux machines à faibles capacités de broche, aux conditions de coupe instables ou au serrage instable des pièces. La section transversale continue améliore la résistance du foret HPX contre la casse et les goujures ultra polies assurent une remarquable évacuation des copeaux. Ce dernier point est particulièrement important pour les constructeurs automobiles et les autres fabricants souhaitant remplacer leurs pompes de refroidissement haute pression par une coupe à sec ou des systèmes MQL. Pour ces ateliers d´usinage, le foret HPX assure une évacuation efficace des copeaux et une friction minimum sur l’outil.
EQUIP PROD • N°123 Novembre/Décembre 2020