
Nouveauté dans la gamme des étaux autocentrants OML : l’étau 5 axes Sintex
SMW-AUTOBLOK
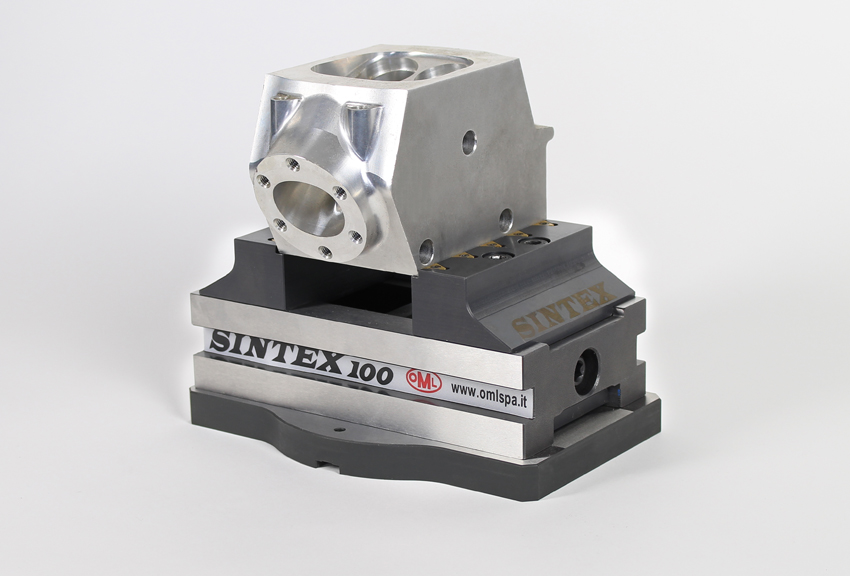
parEn complément de la gamme Genius, OML a présenté sur le salon EMO à Milan les nouveaux étaux Sintex disponibles en taille 100 et 125. Les modèles Sintex combinent toutes les technologies de bridage afin de répondre aux nouveaux besoins d’équipement dans les ateliers de production.
Afin de compléter la gamme des étaux à serrage manuel, l’usine OML du groupe SMW-Autoblok propose les nouvelles versions à mors autocentrants. Avec un serrage manuel autocentrant de précision, l’étau est proposé en largeur 100 ou 125 mm avec une hauteur de base ne dépassant pas les 47 mm pour les deux modèles. Les options portent uniquement sur le choix des mors de serrage. Les versions Basic présentent l’avantage d’avoir des mors rehaussés, l’idéal pour l’usinage 5 axes ; quant aux versions Premium, elles sont équipées de mors réversibles permettant d’augmenter la capacité de serrage des étaux. Ainsi, le Sintex 100 présente une capacité de serrage de 0 à 75 mm en version Basic et de 75 à 155 mm en version Premium et le Sintex 125 de 0 à 185 mm et de 72 à 250 mm.
 Tous les étaux sont proposés avec la technologie de bridage par les inserts carbure SinterGrip. Ces plaquettes carbure sont d’ailleurs fournies en standard sur tous les étaux de la gamme OML. La contrainte à prendre en compte avec les étaux est la forme des porte-mors – qui doivent être le moins encombrant possible – pour une utilisation d’outils coupants avec des longueurs très courtes. C’est la raison principale du choix de l’utilisation des plaquettes de bridage SinterGrip qui permettent un serrage puissant sur une hauteur de 3.5 mm uniquement. La conception des supports de plaquettes permettent une épaisseur de mors inférieure à 15 mm autour de la pièce à serrer, ce qui autorise l’utilisation d’outils courts pour l’usinage en 5 axes.
Tous les étaux sont proposés avec la technologie de bridage par les inserts carbure SinterGrip. Ces plaquettes carbure sont d’ailleurs fournies en standard sur tous les étaux de la gamme OML. La contrainte à prendre en compte avec les étaux est la forme des porte-mors – qui doivent être le moins encombrant possible – pour une utilisation d’outils coupants avec des longueurs très courtes. C’est la raison principale du choix de l’utilisation des plaquettes de bridage SinterGrip qui permettent un serrage puissant sur une hauteur de 3.5 mm uniquement. La conception des supports de plaquettes permettent une épaisseur de mors inférieure à 15 mm autour de la pièce à serrer, ce qui autorise l’utilisation d’outils courts pour l’usinage en 5 axes.
Monté directement sur la table de machine avec des brides standard ou en fixation arrière directe, l’étau pourra être également fixé avec le système de palettisation rapide APS (point zéro). Une palette est prévue à cet effet avec un logement de tirette pour un bridage et un repositionnement automatique avec les modules pneumatiques OML de type APS-140 E. C’est l’axe principal de développement des bureaux d’étude du groupe SMW-Autoblok : concevoir de nouveaux produits tout en intégrant les technologies innovantes de bridage et de productivité reconnues et utilisées par les clients. Les étaux Sintex répondent exactement à ce critère. Une version basique innovante et la possibilité d’utiliser toutes les technologies de productivité qui sont mises à la disposition des ateliers de production.
 SinterGrip équipe de plus en plus les moyens de serrage standarddans les ateliers
SinterGrip équipe de plus en plus les moyens de serrage standarddans les ateliers

Sans avoir à passer par des phases de préparation pour la prise de pièce, comme l’usinage en queue d’aronde, le gain de matière lié directement au serrage sur étau, est de plus en plus recherché chez les sous-traitants. Cela est d’autant plus vrai dans l’aéronautique, avec les usinages des matériaux nobles comme le titane ou l’inconel.
En plus du gain matière, il n’est plus nécessaire de passer par des premières opérations d’usinage pour la préparation des pièces brutes. Le serrage se fait directement sur des surfaces parallèles brutes, sciées ou sortie de découpe jet d’eau. Enfin, la solution SinterGrip permet d’augmenter les performances des machines et des outils avec de meilleures conditions de coupe, d’augmenter les vitesses ainsi que les profondeurs de passe et de réduire les temps de cycle de la machine.
De nombreux avantages par rapport aux systèmes traditionnels
Avec seulement 3,5 mm de hauteur de serrage, sans poinçonnage de la pièce, la stabilité du bridage et l’augmentation de la vitesse de coupe, SinterGrip apporte de nombreux avantages par rapport aux systèmes traditionnels. Ces derniers ont en effet besoin, pour le serrage de la pièce à usiner, d’une surface de serrage bien supérieure, ce qui a pour conséquence une perte de matière ou une opération de préparation de la zone de serrage (queue d’aronde ou poinçonnage de la zone à brider)
Avec les plaquettes SinterGrip, il n’est pas nécessaire d’utiliser une machine spéciale ou un outil particulier pour réaliser le poinçonnage. Il n’est pas nécessaire non plus de procéder à un pré-usinage sur la pièce (queue d’aronde ou autre), ni d’utiliser un étau spécial. L’absence de vibration assure entre autres un serrage exceptionnel. De même, SinterGrip évite toute déformation de la pièce à usiner grâce à la réduction de la force de serrage après la première perforation.
Outre la profondeur minimale de serrage de pièce (3,5 mm ou 2 mm en version Alu), les autres avantages de SinterGrip résident dans les économies importantes de coûts de matière des pièces brutes, la possibilité d’usiner la pièce avec des outils très courts (5 axes), un très important volume de copeaux et donc la réduction des temps de cycle. SinterGrip assure également un accouplement géométrique sans jeu et propose différents types de plaquettes pour s’adapter à de multiples matériaux (aluminium, titane, inconel…).
N° 74 mars 2016