Faciliter l’usinage des disques de frein

Horn vient de lancer une nouvelle gamme de produits pour l’usinage économique des disques de frein. Celle-ci comprend des plaquettes robustes en CBN intégral ISO et des plaquettes à rayon complet en CBN intégral. Outre les plaquettes de coupe, les porte-outils stables complètent la gamme de produits.
 La nouvelle gamme de plaquettes CBN peut se résumer ainsi : « avec les performances de ce matériau de coupe, nous pouvons pratiquement mettre un tour à genoux », explique Aribert Schroth, chef de produit Horn pour les matériaux de coupe très durs. Il s’agit du nitrure de bore cubique (CBN), plus précisément du CBN intégral. Ce matériau de coupe ne possède pas de phase de liaison métallique, ce qui lui confère la dureté à chaud la plus élevée de tous les matériaux de coupe. De plus, la résistance à l’abrasion augmente par rapport aux substrats CBN. Le CBN massif est principalement utilisé dans l’usinage de la fonte.
La nouvelle gamme de plaquettes CBN peut se résumer ainsi : « avec les performances de ce matériau de coupe, nous pouvons pratiquement mettre un tour à genoux », explique Aribert Schroth, chef de produit Horn pour les matériaux de coupe très durs. Il s’agit du nitrure de bore cubique (CBN), plus précisément du CBN intégral. Ce matériau de coupe ne possède pas de phase de liaison métallique, ce qui lui confère la dureté à chaud la plus élevée de tous les matériaux de coupe. De plus, la résistance à l’abrasion augmente par rapport aux substrats CBN. Le CBN massif est principalement utilisé dans l’usinage de la fonte.
Des vitesses de coupe dépassant largement les 1 000 m/min, des profondeurs de coupe de plusieurs millimètres et des avances pouvant atteindre 0,7 mm/tr sont à l’ordre du jour lors de l’usinage de disques de frein en fonte. Dans ce contexte, le système d’outils utilisé doit suivre et surtout tenir longtemps. Les exigences en matière de durée de vie sont élevées en raison du prix de coupe du CBN massif. Elles s’élèvent, selon l’opération et le volume de copeaux, à bien plus de 1 000 disques de frein par arête de coupe.
Deux solutions d’outils différentes
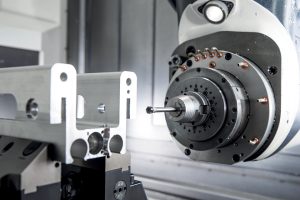
Pour l’usinage de la rainure de compensation thermique d’un disque de frein, Horn propose deux solutions d’outils différentes. Dans la fabrication en grande série, la plaquette de forme équipée de type S117 montre ses points forts dans la rapidité et la grande quantité de pièces à usiner. Dans le processus, la rainure est réalisée en une seule passe en à peine deux secondes. Pour une plus grande flexibilité, Horn met à disposition la plaquette à rayon complet équipée de type S229. La plaquette offre la possibilité de copier la rainure de compensation thermique. Grâce à la copie, la rainure est réalisée en quatre secondes environ. Pour les deux variantes, des ré-affûtages et un rééquipement sont possibles.
Pour les autres tâches d’enlèvement de copeaux sur un disque de frein, Horn propose une plaquette solide entièrement en CBN ISO-S avec huit arêtes de coupe. En combinaison avec l’outil porteur, le système d’outils convient pour les opérations d’ébauche et de finition. La conception neutre de la plaquette exploite pleinement le nombre d’arêtes de coupe. Ainsi, pour la plupart des opérations de tournage, huit arêtes de coupe sont disponibles par plaquette ISO. Pour la finition des surfaces d’alésage, il y en a même 16.
Le porte-outil réunit des critères importants : l’adhérence entre la pièce de pression en carbure et la plaquette se fait par une surface annulaire définie. Cela évite les contraintes de pression sur la plaquette de coupe CBN. L’engagement de la pièce de pression dans l’alésage de la plaquette tire celle-ci avec une force secondaire dans le logement de plaquette du porte-outil. Cela évite les erreurs de serrage et augmente la précision.
EQUIP PROD – N°152-153 Juin 2024