L’usinage complet comme socle de la performance industrielle

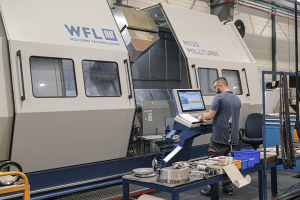
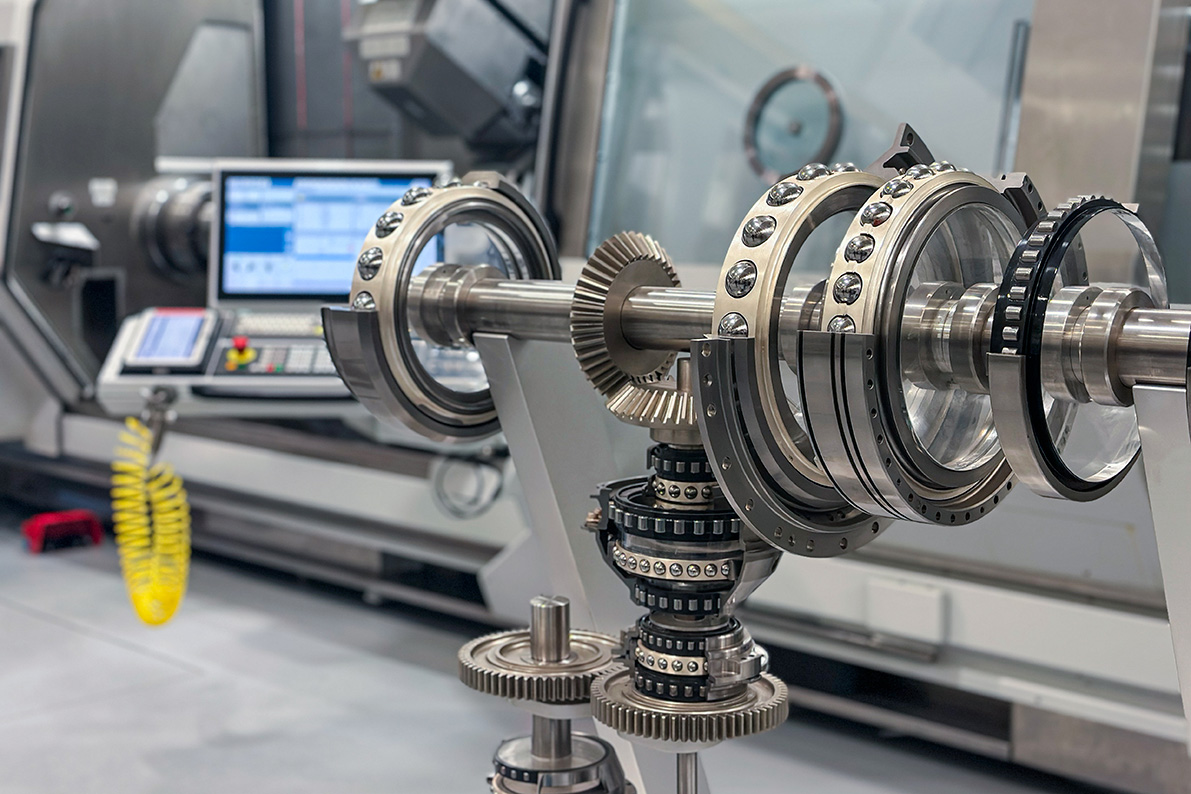
Le spécialiste bavarois des systèmes de roulements de haute précision dédiés aux secteurs particulièrement exigeants de l’aéronautique et du spatial a équipé son atelier de Schweinfurt d’impressionnants centres de tournage-fraisage multifonctions Millturn de WFL. Ces machines sont capables de réunir en une seule et unique solution automatisée des opérations telles que le tournage, le fraisage et le perçage sans oublier le contrôle, faisant gagner un temps d’usinage considérable toute en améliorant la qualité des pièces.

À Schweinfurt, en Bavière, Schaeffler Aerospace incarne une certaine idée de la rigueur industrielle allemande. Filiale du groupe Schaeffler, l’entité rassemble près de 600 collaborateurs dédiés au développement et à la fabrication de systèmes de roulements de très haute précision pour l’aéronautique et le spatial. Dans cet univers, la notion de qualité ne relève pas d’un argument commercial, mais d’une exigence structurelle. Chaque composant produit doit répondre à des critères de fiabilité et de traçabilité qui s’inscrivent sur plusieurs décennies.
Les roulements destinés aux moteurs d’avions civils et militaires, aux hélicoptères ou encore aux lanceurs spatiaux évoluent dans des environnements extrêmes. Températures élevées, charges dynamiques complexes, vitesses de rotation importantes : les contraintes
mécaniques sont permanentes. À cela s’ajoute une exigence réglementaire forte, avec plus de soixante-dix ans de traçabilité documentaire et la garantie d’un approvisionnement sécurisé sur toute la durée de vie des programmes aéronautiques. Produire aujourd’hui, maintenir demain, réviser après-demain : la continuité est une obligation.
Des matériaux difficiles pour des tolérances micrométriques
Dans ce contexte, les matériaux usinés ne laissent aucune marge d’erreur. Inconel 718, acier nitruré M50Nil ou Cronidur 30 figurent parmi les alliages les plus complexes à travailler. Leur résistance mécanique, leur comportement thermique et leur dureté exigent une stabilité machine irréprochable. Les géométries usinées, souvent fines et à parois minces, doivent être obtenues sans altérer la structure métallurgique du matériau. Le moindre écart peut compromettre la performance en service.
Chez Schaeffler Aerospace, 75 % des composants sont destinés aux moteurs d’avions civils et militaires, les 25 % restants étant dédiés aux hélicoptères et aux applications spatiales. Cette répartition impose une grande polyvalence, tout en maintenant un niveau de précision constant. Les tolérances se situent dans la plage des microns et la répétabilité doit être totale, série après série.
L’usinage complet, un choix stratégique
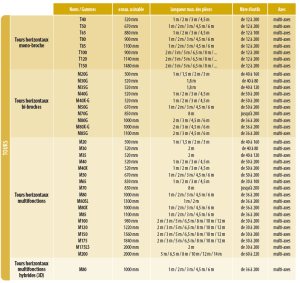
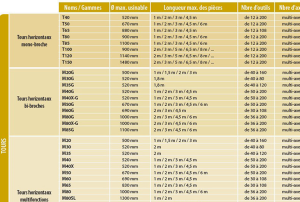
C’est dans cette logique que l’entreprise a progressivement investi dans six centres de tournage-fraisage multifonctions Millturn de WFL, dont un M50 Millturn équipé d’une cellule d’automatisation. Avant cette évolution, les opérations étaient réparties entre tours deux axes et centres d’usinage cinq axes. Chaque changement de machine impliquait un nouveau serrage, avec les risques de décalage géométrique que cela suppose.
Le passage à l’usinage complet en un seul serrage a marqué une rupture. Tournage, fraisage, perçage et contrôle sont désormais intégrés dans un même environnement machine. L’axe B orientable permet d’atteindre des géométries complexes avec un nombre réduit d’outils, tout en maintenant une cohérence dimensionnelle constante. Pour des séries comprises entre quinze et cinquante pièces, la réduction des temps de préparation et la suppression des erreurs liées aux reprises constituent un avantage déterminant.
Si le temps de cycle global peut parfois paraître plus long, l’analyse économique reste favorable. La diminution des manipulations, la sécurisation du process et la possibilité d’exploiter la machine sur des plages horaires étendues compensent largement cet écart. La rigidité du bâti incliné, l’axe B monté sur double palier et la puissance des broches assurent la tenue mécanique indispensable à l’usinage de matériaux exigeants.

De l’aérien au spatial : des applications critiques
Les composants produits à Schweinfurt équipent des programmes de référence. On les retrouve notamment dans les moteurs Rolls-Royce Trent 1000, Trent XWB ou Pearl 10X, destinés aux Boeing 787, Airbus A350 ou à l’aviation d’affaires. Ils participent également aux motorisations des A320neo et 737 MAX. Côté hélicoptère, les roulements interviennent dans les transmissions, arbres et plateaux cycliques, soumis à des variations de charges constantes.
Dans le domaine spatial, l’exigence atteint un niveau supplémentaire. Certains roulements sont intégrés aux turbopompes du moteur RS-25 utilisé sur le lanceur SLS de la Nasa. Ils fonctionnent à des températures avoisinant les –200 °C et doivent supporter des vitesses de rotation extrêmes. De telles conditions ne tolèrent aucun compromis sur la précision d’usinage.


Digitalisation et automatisation au service de la compétitivité
L’intégration de systèmes de mesure embarqués dans les Millturn renforce encore la fiabilité du processus. Les palpeurs intégrés et le suivi en temps réel des paramètres permettent de maintenir des tolérances de l’ordre de vingt microns en tournage et dix microns en fraisage. Cette maîtrise contribue à sécuriser la qualité tout en réduisant les rebuts.
Parallèlement, Schaeffler Aerospace poursuit sa digitalisation. L’entreprise développe ses propres applications afin d’avancer vers une production sans papier et une traçabilité intégrale. L’exploitation des données machines permet d’optimiser les stratégies d’usinage et d’allonger la durée de vie des outils. L’automatisation, avec chargement robotisé et équipes en grande partie autonomes, vient compléter ce dispositif dans un contexte où la compétitivité industrielle européenne exige efficacité et flexibilité.
Depuis près de vingt ans, le partenariat avec WFL accompagne cette évolution. Au-delà de la machine, c’est une approche globale qui prévaut : intégration, stabilité, service et vision long terme. Pour Schaeffler Aerospace, l’usinage complet ne constitue pas simplement une solution technique. Il est devenu un pilier stratégique, garantissant qualité, traçabilité et pérennité dans une industrie où l’excellence reste la seule norme acceptable.

EQUIP PROD • N°163-164 Février 2026