
À la pointe en matière de bloc moteur et de composants rotatifs
DMG MORI AEROSPACE
parLes opérations de fraisage/tournage sont désormais monnaie courante dans la production de moteurs en aéronautique. La raison : l’usinage de composants hautement complexes peut être entièrement réalisé en moins de réglages, en un temps plus court, avec une plus grande précision et une stabilité optimisée. L’usine Deckel Maho à Pfronten (Allemagne), une des usines de DMG Mori, est à juste titre reconnue comme leader dans ce domaine exigeant.
 L’usinage haute précision de pièces de moteur nécessite l’emploi de plusieurs technologies. Dans les années 2000, cela signifiait que les composants devaient être usinés sur au moins deux machines, avec de nouveaux montages et réglages sur chacune d’entre elles. Ce qui provoquait de longues périodes d’inactivité, des temps d’équipement supplémentaires ou encore des erreurs de réinitialisation.
L’usinage haute précision de pièces de moteur nécessite l’emploi de plusieurs technologies. Dans les années 2000, cela signifiait que les composants devaient être usinés sur au moins deux machines, avec de nouveaux montages et réglages sur chacune d’entre elles. Ce qui provoquait de longues périodes d’inactivité, des temps d’équipement supplémentaires ou encore des erreurs de réinitialisation.
Seule la technologie de fraisage/tournage assurée par l’usine Deckel Maho à Pfronten permet de réaliser un fraisage en 5 axes et un tournage complexe (et même de la rectification) en un seul serrage. Par rapport à la fabrication séquentielle sur des machines individuelles, la chaîne de processus est désormais raccourcie, la productivité accrue, la fiabilité des procédés augmentée, la précision améliorée et, en sus, des coûts réduits.
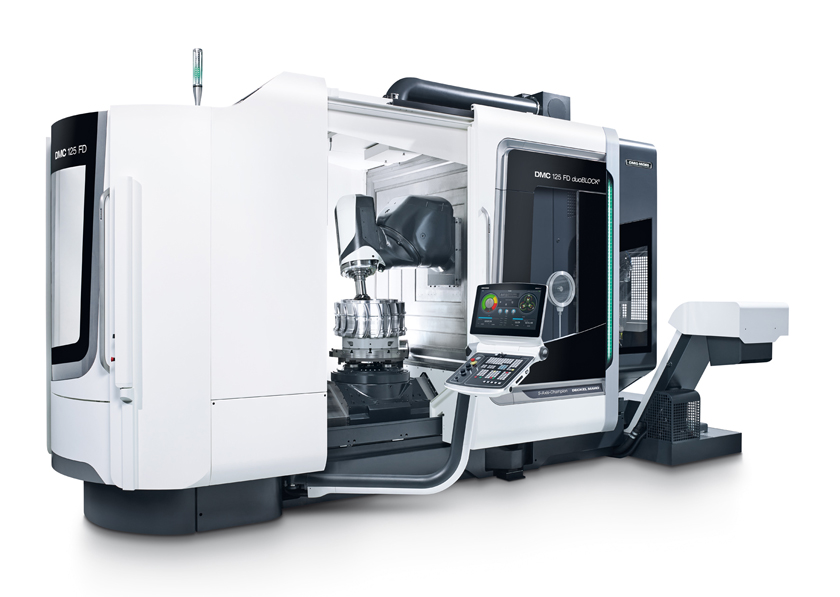
duoBLOCK – La clé du succès
La majorité des centres complets de tournage/fraisage installée par DMG Mori provient du module high-tech duoBLOCK avec des courses X entre 600 et 1600 mm. La rigidité élevée du bâti et son comportement par rapport aux vibrations assurent une grande qualité de surface et une usure minimale de l’outillage. Les trois points d’appui du bâti permettent une installation rapide ainsi qu’une bonne accessibilité, notamment la possibilité d’un chargement illimité de la grue jusqu’au centre de la table. Ceci s’applique également au refroidissement actif de tous les axes linéaires en standard pour une précision élevée. Les entraînements à billes, les axes Y (X, Y et Z pour la version 160), l’axe B et la broche principale sont également refroidis pour minimiser les influences de température sur la pièce à usiner.
Avec la quatrième génération duoBLOCK, la commande d’alimentation peut être entièrement refroidie. Un capteur de broche SGS en option, qui détecte le déplacement axial du rotor vers le stator et qui permet à la CN de compenser le déplacement, est désormais disponible. Cela permet un écart de température exceptionnellement bas de ± 10 μm et une meilleure précision de la quatrième génération par rapport à la troisième.
Une approche modulaire
Le duoBLOCK se démarque par ses options, notamment la gestion des outils et des temps de basculement rapides pour une réduction du temps de copeaux à copeaux. Un magasin à roues, nouvellement intégré, permet l’utilisation de têtes de fraisage angulaires et le changement d’outils dans la roue extérieure du magasin pendant le processus d’usinage. La technologie de broche disponible est tout aussi impressionnante. Ainsi, un axe B, réglable en continu entre les positions horizontale et verticale, fait partie de l’équipement standard pour toutes les offres FD. En option, un axe A, commandé par CN, peut également être adapté pour l’usinage en 5 axes d’angles négatifs jusqu’à -30 °. Le client a désormais le choix entre les motobroches rapides et les solutions de transmission puissantes. Une autre avancée incontestable : la broche de transmission 5X torqueMASTER, avec des couples allant jusqu’à 1 600 Nm pour les procédés de fraisage lourd ainsi que les deux broches de 12 000 tr/min avec 288 Nm et 430 Nm dédiées aux alliages de nickel et de titane en fonction du composant du moteur.
N°84 Février 2017