
Focus sur l’usinage complet de pièces de mandrin dans l’aéronautique
WFL
parL’usinage complet de pièces de mandrin dans le secteur aéronautique présente de nombreux défis. Pour les pièces de mandrin dont le diamètre est souvent égal ou considérablement supérieur à la longueur de la pièce, WFL a pu acquérir un avantage considérable, au fil des ans, avec ses machines Millturn.
Les pièces de mandrin les plus populaires sont les lames, les disques et les anneaux. Les derniers projets montrent que des pièces de mandrin jusqu’à un diamètre de tournage de 1 700 mm peuvent être usinées sur un M175 Millturn. Avec un M175 Millturn (Large Swing), il est même possible d’usiner des pièces jusqu’à un diamètre de max. 2 000 mm. Cela signifie qu’il est possible d’usiner des dimensions énormes, le tout en un seul serrage.
En utilisant des technologies d’usinage et des outils logiciels spéciaux, il est possible de rendre l’usinage extrêmement efficace. Pour les pièces complexes en mandrin, il est nécessaire de proposer un concept global afin d’offrir les meilleurs résultats. À cet égard, les séries T40 – T150 sont des tours à banc incliné avec une ou plusieurs tourelles d’outils pour l’usinage difficile et l’usinage de haute précision d’arbres et de pièces de mandrin. En outre, la question du tournage interne avec de longues barres d’alésage devient également une réalité. La série TB offre une solution efficace pour les pièces tournées complexes et les pièces tournées nécessitant un stock d’outils élevé. Les séries TB40 à TB150 permettent ainsi l’usinage de haute précision de pièces d’arbres et de mandrins jusqu’à 1 500 mm de diamètre et une longueur maximale de pièce de 8 000 mm.
L’usinage complet de pièces en mandrin est varié et nécessite une solution individuelle pour chaque projet. Les solutions d’automatisation, par exemple, représentent un complément parfait pour un environnement de production plus efficace. Un système automatisé avec des robots ou des portiques permet de stocker et d’usiner les pièces de mandrin de manière optimale dans des systèmes de palettes.
Deux exemples d’usinage significatifs
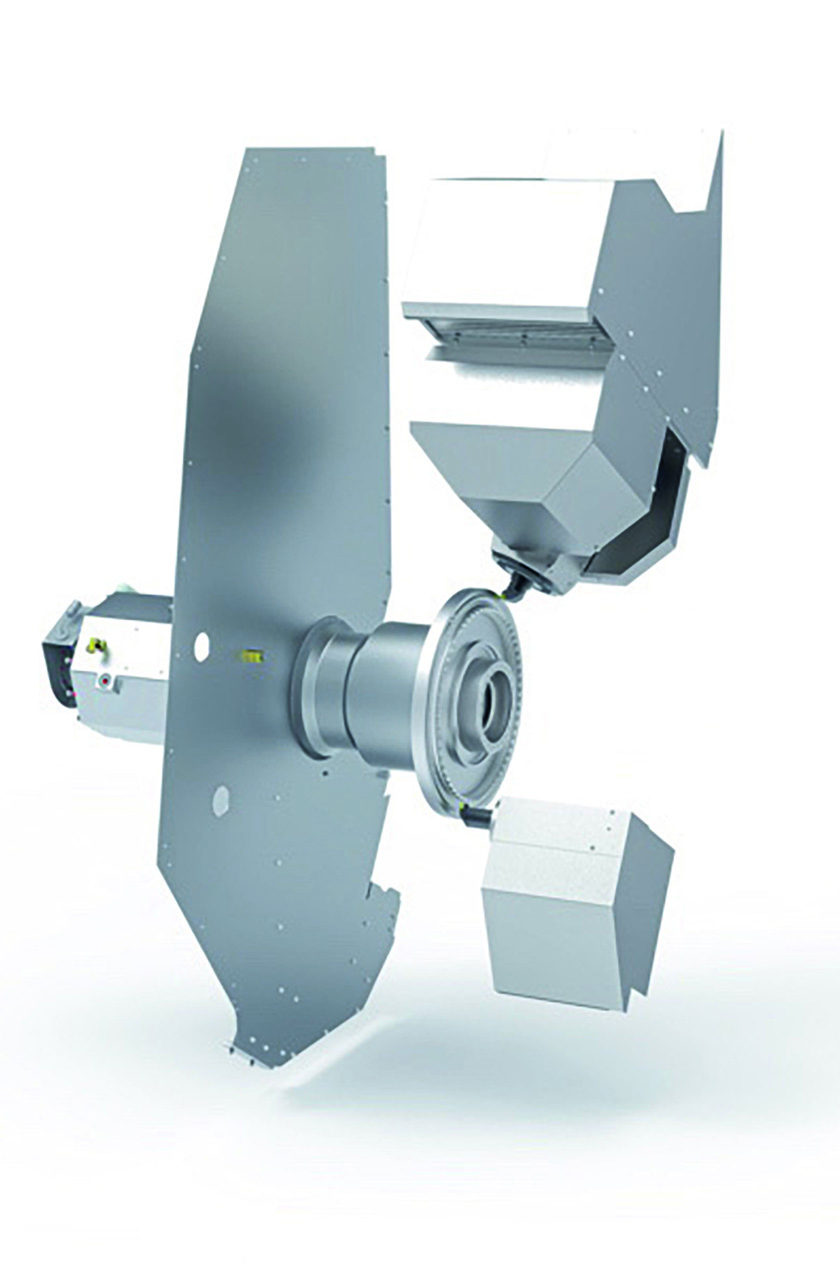
>> Usinage complet en 4 axes de disques
Tout d’abord, focus sur l’usinage complet de disques en 4 axes (concept top/bottom). En permettant l’usinage de la pièce par le haut et le bas et en utilisant deux porte-outils uniques, une productivité maximale est assurée. Le système supérieur peut être conçu comme une unité de tournage – alésage (TB), tournage avec les axes X, Z, Y et B, ou comme une unité de fraisage – tournage (MT), usinage complet sur 5 axes. Le système inférieur est alors configuré comme une unité T. Les deux outils peuvent être automatiquement échangés – et surtout, très rapidement – à tout moment.
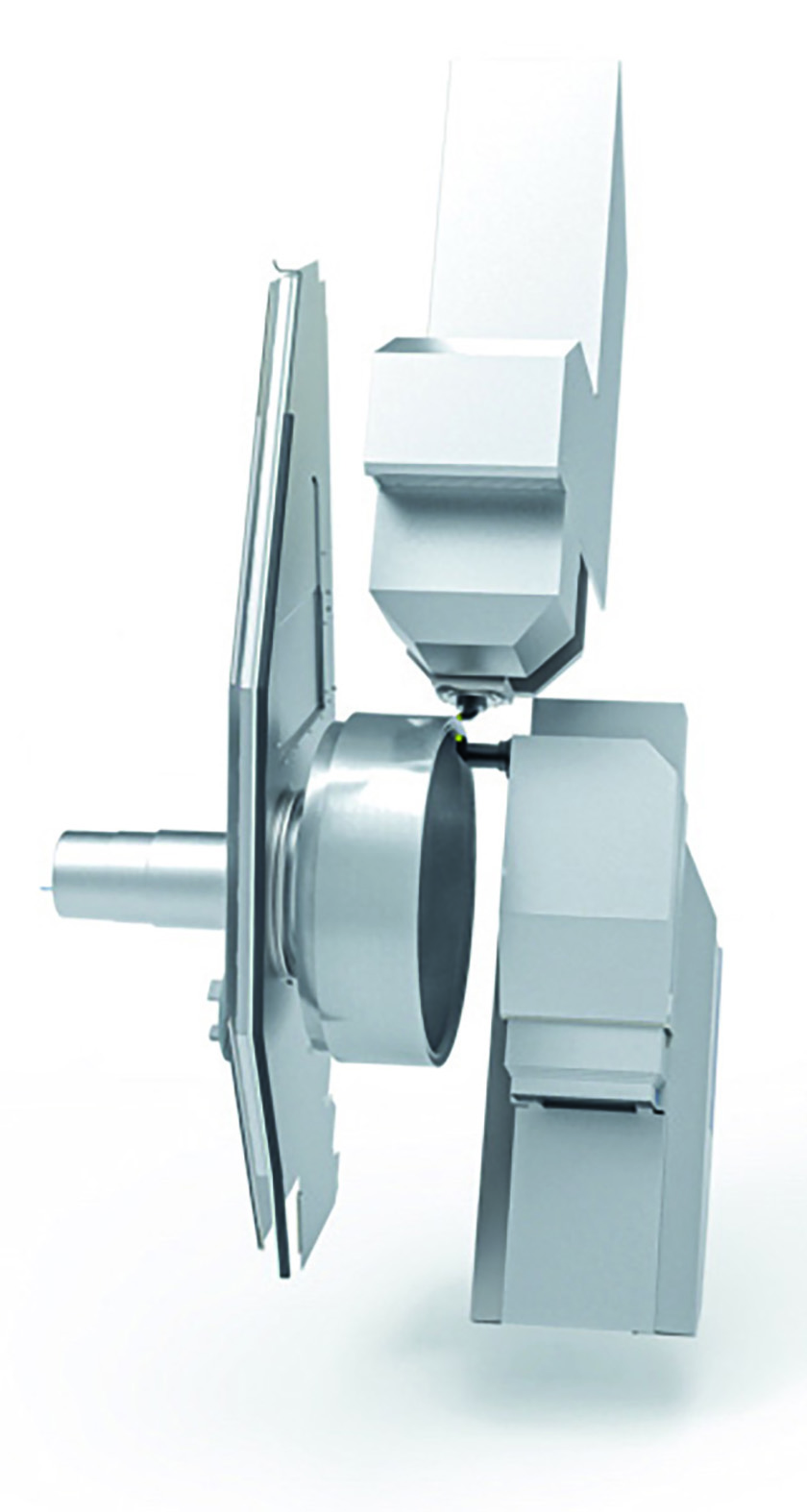
>> Usinage complet en 4 axes de bagues
Autre exemple, l’usinage complet 4 axes de bagues (concept top/bottom). En utilisant deux porte-outils simples (top/ top), cette variante permet d’obtenir une compensation des forces de coupe. Pour les pièces à parois fines en particulier, il est possible d’obtenir une qualité de pièce nettement supérieure et un temps d’usinage plus court. Dans ce cas, le système « top » est constitué par une unité TB (tournage avec axes X, Z, Y et B) ou MT (usinage complet à 5 axes). Le système inférieur est configuré comme une unité T (tournage avec 2 axes). Les deux outils peuvent être automatiquement échangés et très rapidement.
Autres caractéristiques pour l’usinage de pièces en mandrin : le système de palettes WFL pour le serrage des pièces

>> Station de chargement pour les pièces de mandrin
Les dispositifs de serrage traditionnels prennent beaucoup de temps lors du serrage et du réglage. La nouvelle solution WFL permet des changements plus rapides, plus flexibles et, surtout, plus précis. Les pièces peuvent être serrées et alignées parallèlement au temps d’usinage dans le dispositif de serrage sur la station de chargement devant la machine. Le dispositif de serrage et la pièce sont ensuite échangés de façons manuelle, semi-automatique ou automatique vers l’interface sur le nez de la broche et sont serrés automatiquement. Ce concept élimine les temps de réglage du dispositif de serrage dans la machine. L’avantage majeur réside ainsi dans le changement rapide et précis du matériel.
EQUIP PROD • N°128 Juin 2021