
Le nettoyage des pièces, un service à l’épreuve du temps
PERO / HAUCK H.T.
parDans les cinq établissements régionaux de Hauck Heat Treatment France, le nettoyage de pièces constitue le point de départ d’une offre de services fiabilisée et réactive. En libre service et très fortement sollicitées, les installations de nettoyage sous vide Pero répondent aux attentes d’un métier sans cesse sur la brèche.
Le marché de la sous-traitance en traitement et revêtement de surface reste fortement influencé par la spécialisation du milieu industriel local. Même si chaque établissement Hauck Heat Treatment a pour vocation d’apporter un maximum de flexibilité pour répondre à tous les secteurs de l’industrie, l’objectif visé est d’inscrire les processus de traitement des pièces dans la continuité de la chaîne d’approvisionnement des clients. Pour cela, certains sites ont adapté leur organisation et validé les agréments ou certifications exigés par leurs donneurs d’ordres dans les secteurs aéronautique, automobile, médical… De même, et afin de toujours être au plus près des attentes locales, certains ateliers ont intégré des unités de peinture, pré-enduction, revêtements auto-lubrifiants secs, ou de brasage de composants.
 Installé dans l’usine de Besançon (vingt salariés), Gérald Mazué assure la direction des opérations pour l’ensemble des sites français de Hauck HT, une filiale du groupe international hollandais Aalberts. Sa mission concerne la performance des moyens de production au service des besoins des clients des ateliers d’Amboise (37), Besançon, Soudan (44), Thyez (74) et Vermondans (25). Avec lui, l’organisation de la production, la gestion de la qualité, la performance et le service clients sont étroitement associés. Sa connaissance des capacités de l’entreprise est un atout pour élaborer une offre sur mesure et compétitive au besoin de chaque client.
Installé dans l’usine de Besançon (vingt salariés), Gérald Mazué assure la direction des opérations pour l’ensemble des sites français de Hauck HT, une filiale du groupe international hollandais Aalberts. Sa mission concerne la performance des moyens de production au service des besoins des clients des ateliers d’Amboise (37), Besançon, Soudan (44), Thyez (74) et Vermondans (25). Avec lui, l’organisation de la production, la gestion de la qualité, la performance et le service clients sont étroitement associés. Sa connaissance des capacités de l’entreprise est un atout pour élaborer une offre sur mesure et compétitive au besoin de chaque client.
Le nettoyage, une opération stratégique
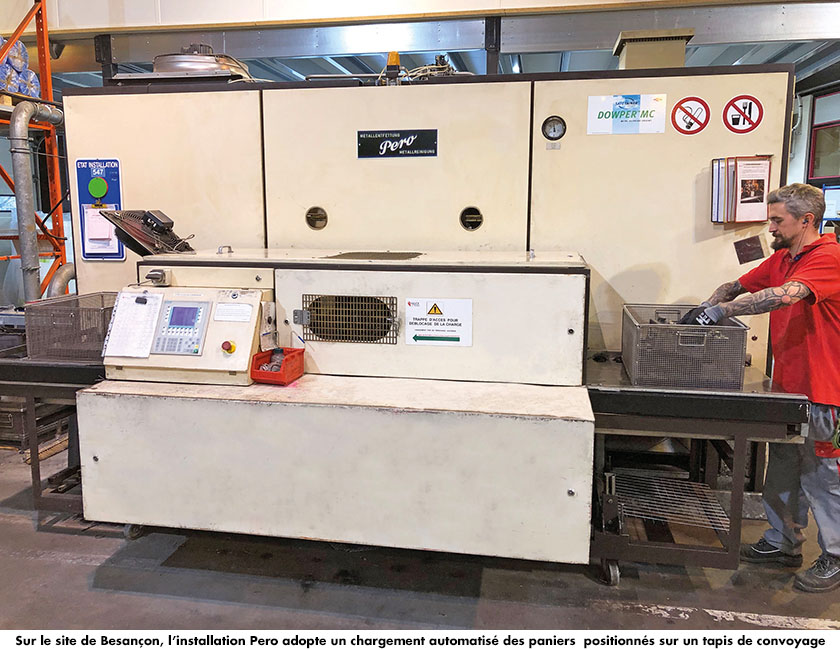
Point de départ du traitement d’un lot de pièces, le nettoyage est une opération à part entière du processus global. Dans les ateliers, les installations de nettoyage sous vide Pero fonctionnent pour la plupart avec des solvants chlorés. Différents programmes sont à la disposition des opérateurs afin d’adapter le cycle aux spécificités de la charge traitée : le prélavage, le lavage, la rotation des paniers ou le cycle pendulaire pour les pièces les plus fragiles, ultrasons… Tout le personnel peut utiliser ces équipements en mode libre service, en suivant les consignes indiquées sur l’O.F.
 Comme le laisse imaginer la diversité des programmes machines, Gérald Mazué considère le caractère technique du nettoyage. « L’incidence d’un mauvais nettoyage aurait une conséquence directe sur la qualité de nos prestations, du produit fini et des délais en cas de retraitement. Nous devons également protéger les fours et autres installations des graisses et des huiles résiduelles. Pour autant, nous ne visons pas la sur-qualité qui est onéreuse. Selon la demande ou le type de pièces, nous cherchons à atteindre un niveau de propreté qui va d’un niveau qualifié de « suffisant » jusqu’à l’offre d’un seuil minimum exigé et garanti. Le choix d’un cycle de lavage n’est pas anodin puisqu’il impacte la qualité et le coût pièce ». Sur les marchés présentant un niveau d’exigences élevé, les agents de méthodes effectuent un calibrage du process de nettoyage à partir de tests à l’encre. La tension de surface mesurée et garantie sera de l’ordre de 36, 38 voire 40 DIN.
Comme le laisse imaginer la diversité des programmes machines, Gérald Mazué considère le caractère technique du nettoyage. « L’incidence d’un mauvais nettoyage aurait une conséquence directe sur la qualité de nos prestations, du produit fini et des délais en cas de retraitement. Nous devons également protéger les fours et autres installations des graisses et des huiles résiduelles. Pour autant, nous ne visons pas la sur-qualité qui est onéreuse. Selon la demande ou le type de pièces, nous cherchons à atteindre un niveau de propreté qui va d’un niveau qualifié de « suffisant » jusqu’à l’offre d’un seuil minimum exigé et garanti. Le choix d’un cycle de lavage n’est pas anodin puisqu’il impacte la qualité et le coût pièce ». Sur les marchés présentant un niveau d’exigences élevé, les agents de méthodes effectuent un calibrage du process de nettoyage à partir de tests à l’encre. La tension de surface mesurée et garantie sera de l’ordre de 36, 38 voire 40 DIN.
Le plus souvent, les difficultés de nettoyage rencontrées se situent au niveau des formes de la pièce ou d’un état de surface grossier qui sont des obstacles naturels à l’évacuation totale des résidus. Il faut donc être vigilant lors des essais ou au moment d’effectuer une première série de pièces. Un perçage profond borgne est un exemple de difficulté bien connu. En fait, de nombreuses formes vont induire des résultats différents au niveau de la propreté. Il faut donc adapter le cycle en fonction des résultats obtenus. Un défaut de nettoyage peut générer une oxydation après un traitement de revenu ou impacter l’homogénéité d’un traitement thermochimique. Les composants qui seront assemblés par brasage sous vide sont aussi très exigeants en matière de propreté : le moindre résidu, la plus petite goutte d’huile peuvent altérer l’adhérence du cordon de soudure.
Qualité et fiabilité maîtrisées, les talents peuvent s’exprimer
L’évolution des cahiers des charges de certains clients entraîne une augmentation des solutions très affinées techniquement. Quand on a la passion du métier, c’est un challenge et une motivation pour repousser un peu plus les limites. De plus en plus souvent, les établissements Hauck sont sollicités pour la livraison de produits compétitifs qui dépassent les standards du marché en matière de performance et de service.
La productivité et la fiabilité des process forment le duo indissociable des prérequis de la profession. La fiabilité en production est indispensable. Certains produits sortent « finis », et seront adressés au client final. Dernier ou avant dernier maillon de la chaîne, il n’est plus question de jouer sur une marge dans le délai final du produit. Il ne s’agit pas d’être à la merci d’un goulot d’étranglement ou d’un arrêt machine non programmé. La fiabilité des installations Pero est tout particulièrement appréciée dans chacun des ateliers.
Le directeur des opérations se félicite de pouvoir compter sur la robustesse et la fiabilité des installations de nettoyage sous vide Pero : « tous les ateliers travaillent au minimum en 2 X 8, et celui de Besançon pratique jusqu’à 3/8, 7 jours sur 7, en cas de fortes demandes. La fiabilité des machines Pero est un point fort de la marque. Certaines de nos installations sont anciennes mais elles restent pourtant fiables avec une maintenance standard. Celle-ci est programmée de façon préventive avec des temps d’immobilisation minimum. Par ailleurs, nous apprécions que la régénération du solvant s’opère par distillation en continu et en temps masqué. Ceci nous permet de conserver une efficacité opérationnelle remarquable et nos opérateurs n’ont pas de temps d’attente pour démarrer le parcours d’une nouvelle commande ».
Chaque installation a été calibrée en fonction des besoins de productivité du site concerné. Les capacités de la chambre de nettoyage sous vide et la taille des paniers constituent les paramètres importants pour évaluer le flux horaire maximum de pièces à traiter. Les machines de Soudan, Thiez et Amboise accueillent des paniers de dimension 530 x 320 x 200 mm. 
Sur le site de Vermondans, la taille des paniers atteint 1250 x 850 x 500 mm. Le site de Besançon possède des paniers de dimensions intermédiaires. « Le plus important, c’est la disponibilité des machines, tient à souligné Gérald Mazué. Nos clients nous font confiance sur la qualité ; ce qui leur importe, au moment où ils nous envoient leurs pièces, c’est bien souvent notre réactivité. Nos délais sont très limités, il faut donc éviter tout goulot d’étranglement à toutes les étapes du processus ».
La fidélité à Pero France est un choix raisonné partagé par les cinq établissements de Hauck Heat Treatment France. Ce fournisseur propose une technologie respectueuse de l’environnement, grâce à une faible consommation en énergie et en solvant. Ces installations favorisent, par leur productivité et fiabilité, les activités des opérateurs engagés dans une course contre la montre. C’est un avantage qui permet d’aller de l’avant pour travailler sur le cœur de métier : le service au client et la technicité des prestations. Les valeurs cardinales de la marque.
EQUIPPROD • N°116 Février/Mars 2020