
Quand les regards se tournent vers la mesure
WFL
parAfin de fabriquer des pièces complexes avec des exigences de qualité élevées, les processus doivent être contrôlés en « boucle fermée ». La production de petits lots – ou parfois seulement de pièces individuelles – implique des pièces brutes coûteuses, les petites pièces de réglage pouvant rapidement être « gaspillées ». C’est pourquoi WFL s’est concentré sur la mesure des pièces dans la machine dès le début de l’usinage complet et a développé des ensembles de cycles pour une variété de tâches de mesure.
La méthode de mesure développée par WFL permet d’atteindre une précision de fabrication maximale avec les tolérances dimensionnelles et de position les plus étroites sur des pièces complexes. Pour cela, une large gamme d’équipements de mesure, tels que des palpeurs de mesure à contact, des palpeurs de mesure à balayage, des appareils de mesure à ultrasons ou des appareils de mesure de température, est disponible.
Mesure en cours de processus
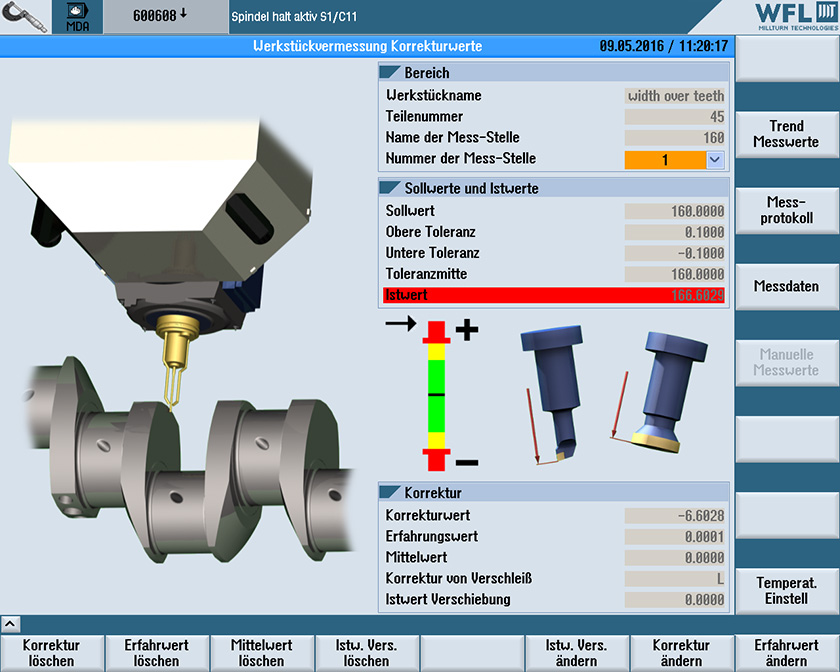
>> Figure : Les mesures sont affichées (valeur réelle, valeur nominale, tolérance, etc.) sur l’écran de l’unité de contrôle
Après le serrage de la pièce, l’unité de commande enregistre automatiquement l’orientation longitudinale et circonférentielle de la pièce avec l’un des palpeurs de mesure chargés du magasin d’outils. Ensuite, l’usinage se poursuit par rapport à la position réelle pour compenser les éventuels effets d’erreur. La mesure sélective et la mesure par balayage peuvent toutes deux être effectuées pendant la mesure en cours de processus, selon la tête de commutation montée. La flexibilité offerte par les palpeurs de mesure du magasin d’outils est pratiquement illimitée, car plusieurs palpeurs de mesure peuvent être équipés d’une large gamme de têtes de commutation (à contact ou à balayage) et de stylets de palpeurs (différentes longueurs, rayons de bille, droits, coudés, en étoile, en T, etc.).
Une fois la séquence d’usinage terminée, la pièce peut être automatiquement mesurée et la précision de la pièce enregistrée. Les données ainsi obtenues peuvent être utilisées pour effectuer des analyses approfondies directement sur la machine ou via un réseau local et les protocoles de mesure peuvent également être imprimés.
Mesure intégrée de la pièce sur l’unité de tournage- alésage-fraisage
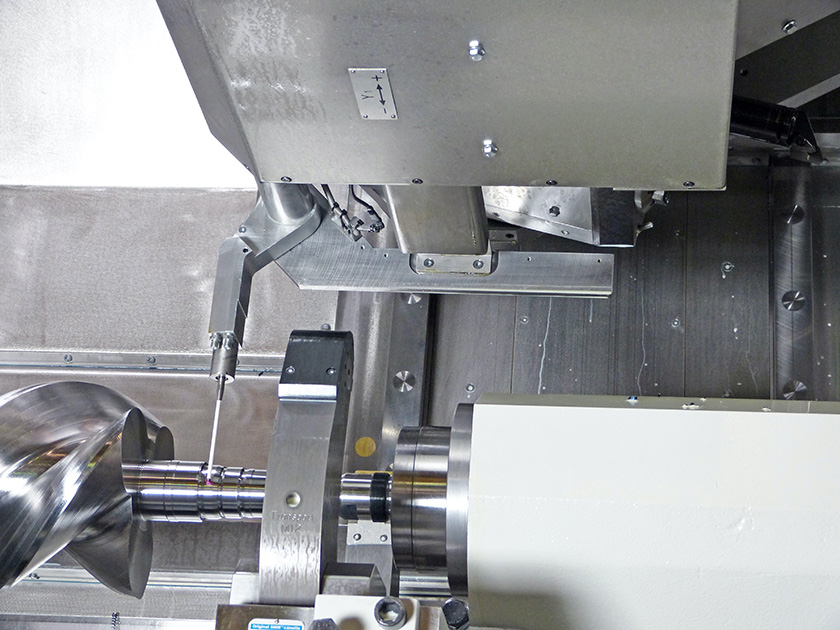
>> Figure : Mesure de la pièce avec le palpeur de mesure sur l’unité de tournage-alésage-fraisage.
Une variante spéciale est un palpeur de mesure en cours de processus fixé sur l’unité de tournage-alésage-fraisage pour la mesure intégrée de la pièce. Ce palpeur peut être pivoté vers l’intérieur ou l’extérieur de manière entièrement automatique, sans changer d’outil d’usinage, ce qui permet de réduire le temps de passage de la pièce. Elle a également un effet bénéfique sur la précision lors du travail avec des coupes de mesure pour des tolérances très étroites. Bien que le palpeur de mesure en cours de fabrication accélère les choses et améliore la précision de certaines mesures, il rend les choses un peu moins flexibles car il n’est pas possible de travailler avec différentes positions de l’axe B1. De plus, il n’y a qu’une seule sonde disponible pour faire pivoter.
Mesure par balayage

>> Représentation du contour dans la solution logicielle développée par Stefan Huber,
qui fonctionne directement sur le système de commande de la machine
L’usinage de pièces grandes, lourdes et complexes pose des défis importants aux systèmes de mesure. Les systèmes de mesure par balayage permettent d’effectuer des mesures numériques et des processus de balayage analogique directement sur la machine. Le palpeur analogique balaie la surface pour générer des milliers de valeurs de mesure en très peu de temps. Des mesures rapides, jusqu’à 2 m/min, sont possibles avec une précision totale. Cela permet de mesurer de manière entièrement automatique la circularité, le battement, le battement axial, la forme et les dents.
Mesure par ultrasons
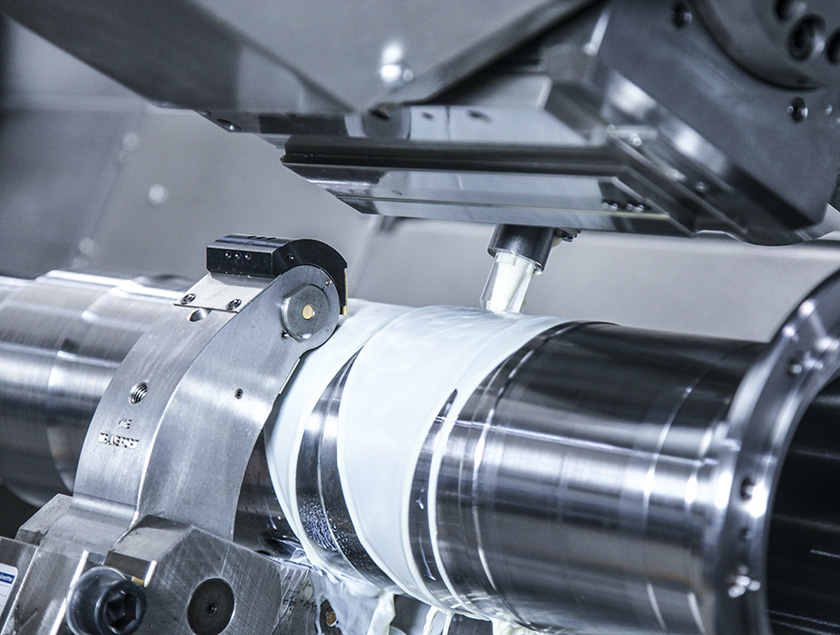
>> Le signal pour la mesure de l’épaisseur de la paroi par ultrasons est transmis par le liquide de refroidissement
La mesure automatique de l’épaisseur des parois par ultrasons est utilisée pour un contrôle précis de la qualité ainsi que pour la détermination de la position du diamètre intérieur par rapport au diamètre extérieur (concentricité) pour les pièces tubulaires dont le point de mesure ne peut être atteint avec les palpeurs de mesure conventionnels. L’outil de mesure est ainsi protégé par un couvercle en PVC et dirige les signaux ultrasonores via le liquide de refroidissement. Le résultat de la mesure est directement affiché, en temps réel, sur l’unité de commande.
Les domaines d’application caractéristiques de la mesure par ultrasons sont ceux de l’industrie aérospatiale, par exemple pour le contrôle des moteurs. Un fonctionnement entièrement automatique est possible et aucun gel de couplage n’est nécessaire. Par ailleurs, le signal ultrasonore est transféré via le liquide de refroidissement, la tête de la sonde est protégée par un couvercle en PVC et le résultat est graphiquement affiché en temps réel sur l’écran de contrôle. Enfin, les résultats de mesure peuvent être facilement traités dans le programme NC.
EQUIP PROD • N°129 Juin 2021