
Donner le sens du toucher aux machines
RENISHAW / SODAPEM
parBien consciente depuis longtemps des exigences de l’aéronautique, la société Sodapem (groupe Le Piston Français – LPF) poursuit une politique d’investissement toujours tournée vers un outil de production performant et haut de gamme. Depuis la fin 2014, la société a décidé d’aller plus loin avec l’acquisition d’un système de palpeurs Renishaw directement implantés sur les machines. En intégrant le palpeur et l’intelligence du logiciel de programmation de palpage Active Editor Pro dans le processus d’usinage, Sodapem donne le sens du toucher à ses machines-outils.

Franck Lisle (Sodapem) et Philippe David (Renishaw)
Implantée à Sommières, dans le Gard, Sodapem présente, à elle seule, toutes les caractéristiques d’une PME reconnue du secteur aéronautique. Cette filiale du groupe LPF certifiée EN9100, qui connaît une croissance forte ne cesse de s’agrandir et d’embaucher, passant en une quinzaine d’années d’une cinquantaine à cent quarante salariés. Elle investit en permanence dans son outil de production et a entrepris les démarches nécessaires pour optimiser ses process pour toujours accroître la qualité de ses produits. Ainsi, la société est-elle devenue au fil des ans un sous-traitant de rang 1 pour les grands donneurs d’ordres que sont Airbus Helicopters et les sociétés du groupe Safran telles que Snecma et Techspace. « Nous fabriquons des pièces, des ensembles mécaniques et hydrauliques équipant certains hélicoptères et moteurs d’avions, précise Franck Lisle, responsable industrialisations du groupe LPF.
Cette filiale développe et réalise des pièces moyennes et petites séries. Elle travaille, en outre, sur des programmes moteurs civils et militaires de Snecma, usine et assemble des systèmes complets tels que des réservoirs d’huile de moteurs d’avions, des carters hydrauliques, des poignées de commandes de vols et, des supports de réservoirs, des demi-anneaux de commande et des anti-vibreurs de mâts…
Enfin, depuis plusieurs années, la société Sodapem s’est aussi spécialisée sur l’activité rechange sur les programmes civils (comme le moteur CFM56) et sur les programmes militaires. Cette activité, qui requiert une grande réactivité et un savoir-faire important, a pu voir le jour à la suite d’un renouveau dans l’entreprise : « Après la crise du début des années 2000, Sodapem a connu un nouveau souffle, explique Franck Lisle. Ce renouveau s’est accompagné d’une réorganisation, d’une rénovation du site et des espaces de travail mais aussi de la structuration de services dédiés à l’ordonnancement, aux méthodes, à la qualité… Ce qui a permis à l’entreprise d’être certifiée EN 9100 et plus tard Nadcap pour la partie ressuage. Ainsi, nous étions prêts à honorer un volume de commande plus important et à réaliser des pièces et des ensembles plus complexes ».
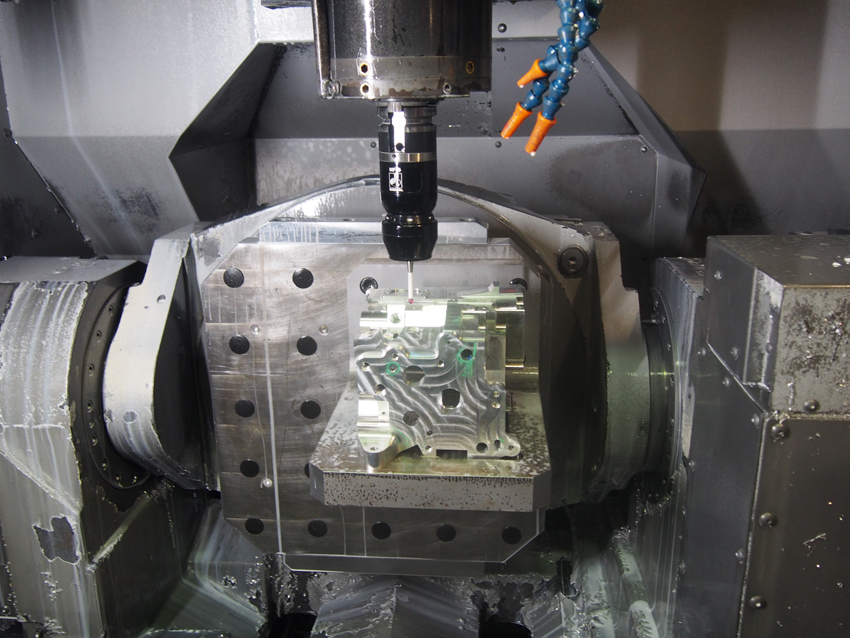
Lors des phases de contre en ligne, les palpeurs Renishaw permettent de sécuriser le process tout en gagnant en qualité
Le recours aux palpeurs Renishaw pour du contrôle en ligne
En 2009, la création du groupe a donné un élan supplémentaire. Les entités deviennent fournisseurs de rang 1 pour leurs donneurs d’ordre respectifs. Il s’en est suivi la mise en place d’une véritable chaîne numérique commune à tous les sites du groupe. C’est à travers cette démarche que le responsable du projet, Franck Lisle, a vu dans les capteurs et dans le logiciel Active Editor Pro de Renishaw un vivier d’optimisation des process. « Auparavant, nous possédions des palpeurs mais ceux-ci étaient trop peu utilisés par manque de maitrise. Ils servaient essentiellement pour du balancement d’ébauche avant usinage. Notre démarche d’amélioration nous a poussés à approfondir la question et à investir en automne dernier dans des palpeurs Renishaw afin de résoudre nos problèmes liés au positionnement et à la prise d’origine, et de sécuriser nos fabrications postées ».
L’objectif de Sodapem était clair : éliminer au maximum les risques de non-qualité et de rebuts dus notamment à l’emploi d’un mauvais outillage et sécuriser le process tout en gagnant en qualité et en temps de contrôle sur le positionnement. Ce rôle est parfaitement rempli par les palpeurs Renishaw qui équipent aujourd’hui quatre machines – essentiellement des 5 axes – dont un impressionnant DMU 210P de DMG MORI capable d’usiner avec précision des pièces complexes et de grandes dimensions.

Mât rotor pour l’hélicoptère Écureuil
Gagner en temps d’opération et en répétabilité
Pour être efficace, le palpeur ne doit pas dégrader les performances de la machine-outil, en particulier sa précision. De ce fait, sa meilleure répétabilité est exigée : 1 micron, voire 0,25 micron pour les palpeurs à jauges de contrainte. Sodapem utilise des palpeurs Renishaw pour deux types d’application : mesurer la longueur et le diamètre lors des phases de préparation puis, en phase de cycle, prendre en compte l’usure et contrôler les bris d’outil. La seconde application concerne le réglage et l’identification d’un outillage et/ou de la pièce pour éviter les erreurs et pouvoir ainsi sécuriser les process en automatique sur des multi-palettes. Avec le palpeur de pièce Renishaw, il est également possible de procéder à un recalage d’origine par rapport à la phase d’usinage précédente, de mettre à jour le correcteur d’outil et de contrôler en ligne. « Auparavant, nous devions effectuer la programmation au pupitre de la machine et manuellement, ce qui était long et fastidieux, voire impossible pour les pièces aux géométries complexes. Aujourd’hui, la programmation est facilitée, les cycles de palpage et les lignes de code sont générées en automatique grâce au soft et au Post Processeur développés à cet effet » précise Franck Lisle. Il faut avouer que les réglages manuels présentaient de nombreux inconvénients : des pertes de temps pendant la mise au point sur la machine, les erreurs de programmation des cycles de palpage, la production de pièces mauvaises et de rebuts, des frais et délais supplémentaires, etc.
De son côté, Philippe David, responsable commercial de Renishaw dans les régions du sud-est de la France, ajoute : « le logiciel de programmation du palpage pièce et du palpage outil que nous avons mis au point, Active Editor Pro, permet de tout programmer en amont afin de réduire le temps passé sur la machine et d’éviter ainsi une longue immobilisation». Il suffit de programmer le palpage, simplifiant dans le même temps cette opération qui n’est pas évidente à réaliser pour les non spécialistes. « De ce côté, on peut dire que nous avons été bien accompagnés, tant dans l’installation des palpeurs et de l’implantation du logiciel que dans la formation, ajoute Franck Lisle. Nous continuons de travailler en étroite relation d’autant plus que nous poursuivons notre développement en agrandissant, et en investissant dans de nouvelles machines-outils, et notre souhait est d’équiper l’ensemble des sociétés du groupe des dernières technologies ». Le partenariat entre les deux entreprises ne fait que commencer !
 Les palpeurs équipent à ce jour quatre machines 5 axes |
 Sodapem produit des pièces mécanique complexes pour l’aéronautique |
 Franck Lisle montrant à Philippe David un demi-anneau, l’une des pièces |
 Sodapem poursuit son expansion en agrandissant une nouvelle fois ses locaux pour l’aéronautique |
 Louis Gonzalez • Interview de Louis GonzalezA quoi peut-on résumer le savoir-faire de Renishaw ?Dans le domaine des palpeurs, Renishaw est historiquement reconnu. Beaucoup de sociétés ont d’ailleurs repris un bon nombre technologies initialement développées par Renishaw. Spécialiste depuis l’origine dans la précision mécanique, notre entreprise a mis en effet au point de nombreuses innovations telles que le capteur à déclenchement qui a permis l’essor des machines à mesurer (MMT), puis la tête orientable, répétable, (PH10) qui permet la mesure de pièces sans intervention humaine, le fleuron de la marque, avant la mise sur le marché du capteur pour les machines-outils qui permet de positionner et de mesurer précisément une pièce etc. Comment se place la France dans l’utilisation de capteurs et de palpeurs ?En France, le niveau d’utilisation de palpeurs n’est pas mauvais en raison de l’impact des 35 heures et la nécessité d’augmenter la productivité et de s’équiper en conséquence. De plus, les problématiques des industriels résident dans l’automatisation des phases d’usinage et le besoin de mesurer les pièces sans pour autant arrêter la machine. Pour résoudre ces problématiques, les palpeurs présentent de multiples avantages : gain de temps de cycle, hausse de la précision et de la qualité, diminution des rebuts, arrêt d’usinage en cas de casse de l’outil… Qu’est-ce qui, selon vous, dissuade encore certaines entreprises à s’équiper de solutions de palpage ?D’une manière générale, dans les PME, contrairement aux entreprises industrielles de plus grande taille, les technologies de capteurs restent encore méconnues. Certaines d’entre elles en possèdent mais ils n’ont jamais été montés sur la machine ! Les petites et moyennes entreprises courent après le temps. Il est donc difficile pour elles de bien former leurs collaborateurs. C’est pourquoi le support technique est très important pour nous. Nous mettons tout en œuvre pour assurer l’accompagnement et la formations des équipes, directement sur site. Il est donc important de bien leur faire comprendre qu’une fois installés, les capteurs fonctionnent parfaitement. |
N° 66 Mai 2015