
Comment dire non aux vibrations dans l’usinage ?
ISCAR
parLes vibrations font souvent partie du processus d’usinage. Forcées ou auto-générées, elles sont inhérentes aux applications qui produisent des copeaux. Cet article présente des solutions développées par Iscar permettant de résoudre ces problèmes liés aux vibrations.
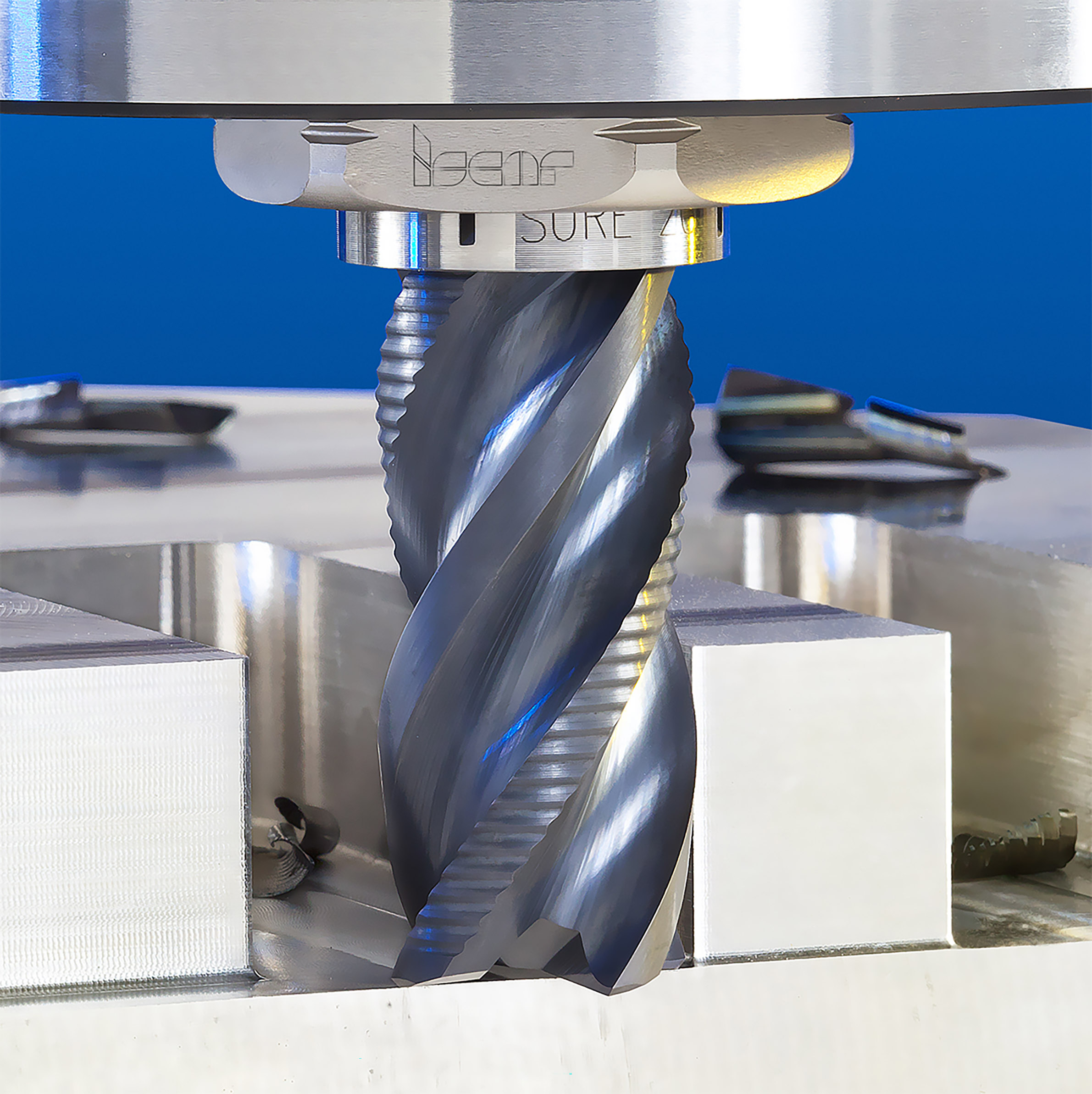
Figure 1
Plaquettes indexables, têtes interchangeables ou en carbure monobloc, les outils Iscar possèdent des arêtes de coupe (segmentées ou ondulées) destinées à fragmenter les copeaux en petits segments pour un meilleur comportement dynamique de l’outil. En ébauche, les fraises hérissons permettent l’évacuation d’une grande quantité de matière dans des conditions lourdes. Des fraises à plaquettes rondes sont généralement utilisées avec des grands porte-à-faux qui peuvent affecter la rigidité et la résistance de l’outil aux vibrations.
La gamme de fraises en carbure monobloc CHATTERFREE d’Iscar a été conçue sur la base d’une méthode de contrôle du pas. Cette gamme propose un angle de pas différentiel combiné à un angle d’hélice variable, pour un fraisage sans vibration dans de multiples applications.
Les fraises monoblocs FINISHRED se caractérisent par une géométrie de dentures avec brise-copeaux couplée à des goujures à pas variable (voir figure 1) qui réalisent des opérations de finition selon des conditions d’usinage en ébauche. Les principes de géométrie de coupe anti-vibration ont été exploités dans la conception des têtes de fraisage multi-dents interchangeables Multi-Master fabriquées à partir de nuances carbure cémentées.
Perçage sans vibration
Dans la gamme de forets avec têtes carbure interchangeables SUMOCHAM, la conception à double listel des têtes QCP/ICP-2M augmente significativement la stabilité de l’outil. La pénétration du foret dans la matière peut provoquer des vibrations et causer de sérieux dommages, comme la casse de l’outil.
La famille SUMOCHAM-IQ à têtes carbure interchangeables HCP (Fig 2) à monter sur les corps d’outils standard SUMOCHAM offre des capacités d’auto-centrage fiable. Cette géométrie de coupe originale en forme d’une pagode permet de réaliser des trous de qualité à des profondeurs jusqu’à 12xD, directement dans la matière, sans pré-perçage. On retrouve ce concept avec la famille de forets avec têtes carbure interchangeables à 3 lèvres LOGIQ3CHAM.
Outils anti-vibrationpour l’alésage
Iscar a développé trois types de barres d’alésage pour couvrir un maximum d’applications : deux barres monoblocs (en acier et carbure monobloc) et une version assemblée comprenant un système anti-vibratoire intégré.
Les barres en acier assurent un usinage stable avec un porte-à-faux jusqu’à 4xD.
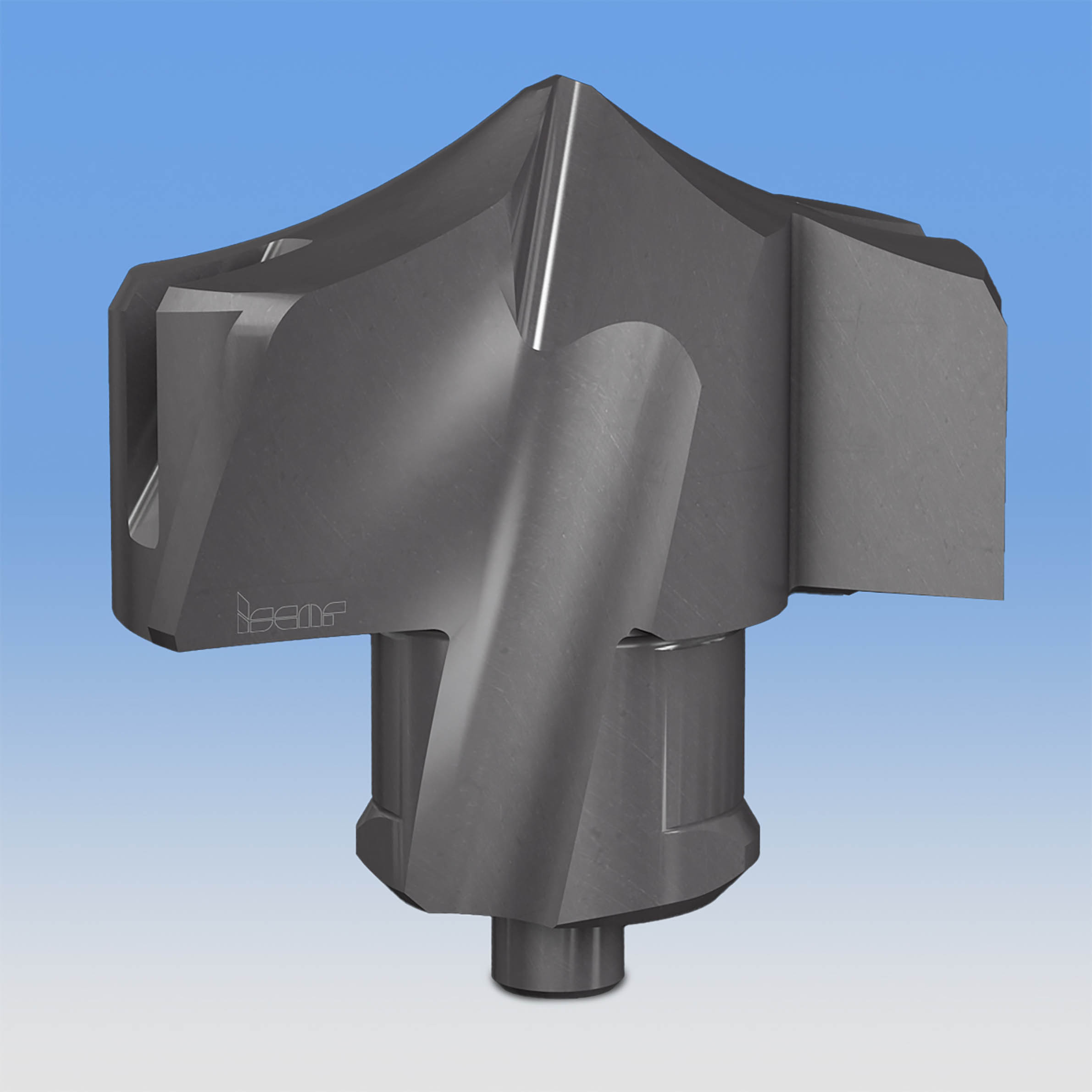
Figure 2
Dépasser cette valeur peut engendrer des vibrations dues aux caractéristiques d’élasticité de l’acier. Remplace la barre en acier par une barre en carbure monobloc plus rigide assure un alésage efficace et sans vibration avec un porte-à-faux jusqu’à 7xD. Cependant, la profondeur d’alésage ne peut être augmentée que dans la limite imposée par le comportement contrainte-déformation du matériau. Afin d’éliminer cette barrière, Iscar a développé la gamme de barres cylindriques anti-vibration ISOTURN WHISPERLINE. Celles-ci reçoivent des têtes d’alésage interchangeables à plaquettes indexables de différentes géométries et sont dotées de canaux d’arrosage internes. Le principal élément de la conception de la barre est un mécanisme anti-vibratoire intégré qui agit en direct pendant l’usinage, ce qui permet un alésage efficace avec un porte-à-faux de 7 à 14xD (Fig 3).
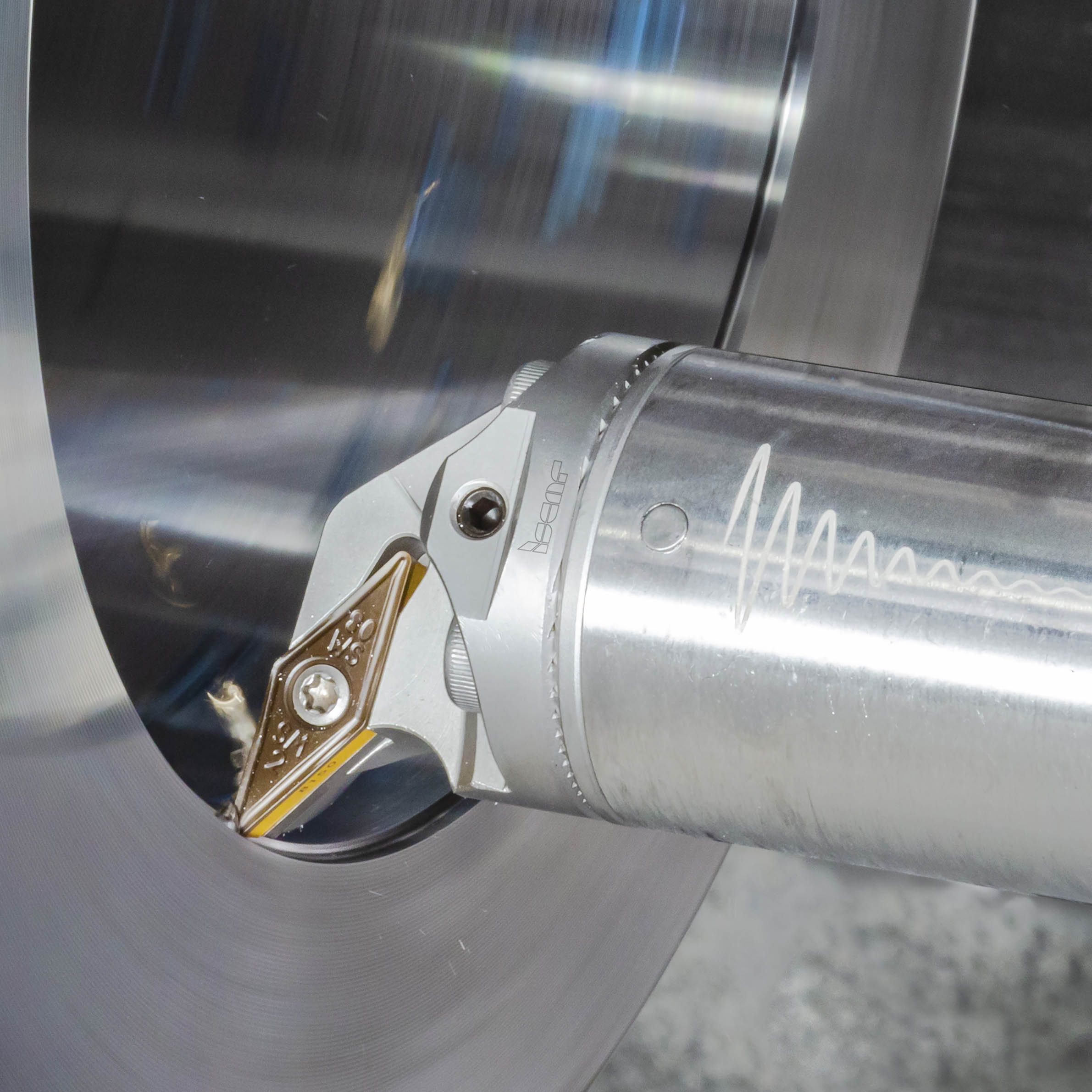
Figure 3
Ce système est également utilisé sur les outils de tronçonnage et gorges profondes d’Iscar. Il a été inséré dans la lame, sous le logement de la plaquette. Chaque lame est pré-calibrée par le carburier pour des performances optimales dans une grande variété de porte-à-faux. L’utilisateur final peut néanmoins personnaliser le calibrage, si nécessaire.
EQUIP PROD – N°149 Février 2024