
Mieux contrôler les vibrations pour améliorer la productivité des opérations d’usinage
SECO
parAu cours d’opérations d’usinage, les vibrations sont générées par les efforts de coupe. Le système Steadyline de Seco est équipé d’un amortisseur de vibrations pré-réglé, composé d’une masse conçue dans un matériau haute densité (pour minimiser ses dimensions globales) et suspendue à l’intérieur de la barre du porte-outil via des éléments radiaux absorbants. Cet amortisseur de vibrations absorbe immédiatement les vibrations transmises par l’outil coupant au corps de la barre.

Figure 1
Le système Steadyline permet de réaliser des opérations classiques nécessitant un long porte-à-faux au moins deux fois plus vite qu’avec des outils non amortis, tout en améliorant l’état de surface, en prolongeant la durée de vie de l’outil et en réduisant les contraintes sur la machine-outil. La technologie d’amortissement passif/dynamique des vibrations permet de réaliser certaines opérations qui seraient impossibles autrement, même avec des paramètres d’usinage réglés au minimum, telle l’utilisation de longueurs d’outil jusqu’à 10 fois supérieures au diamètre de la barre.
Principes de fonctionnement du système passif/dynamique
Les Figures 1 et 2 illustrent les principes de fonctionnement du système de contrôle passif/dynamique des vibrations Steadyline. Dans la Figure 1, un porte-outil monobloc classique : les propriétés liées aux vibrations sont sa masse (M1), sa rigidité (K1) et ses caractéristiques d’amortissement inhérentes (K’1). Ces propriétés constituent un système MKK’. Pendant l’usinage, l’effort de coupe Fe induit un mouvement (des vibrations) dans le porte-outil.
La mise en œuvre d’un système Steadyline (Figure 2) permet d’ajouter les propriétés d’un deuxième système MKK’, de masse M2, rigidité K12 et densité K’12. Le système MKK’ S2 est conçu avec une fréquence naturelle identique à celle du système MKK’ d’origine, pour résonner de manière déphasée avec les vibrations indésirables, absorbant ainsi leur énergie et amortissant le mouvement vibratoire.
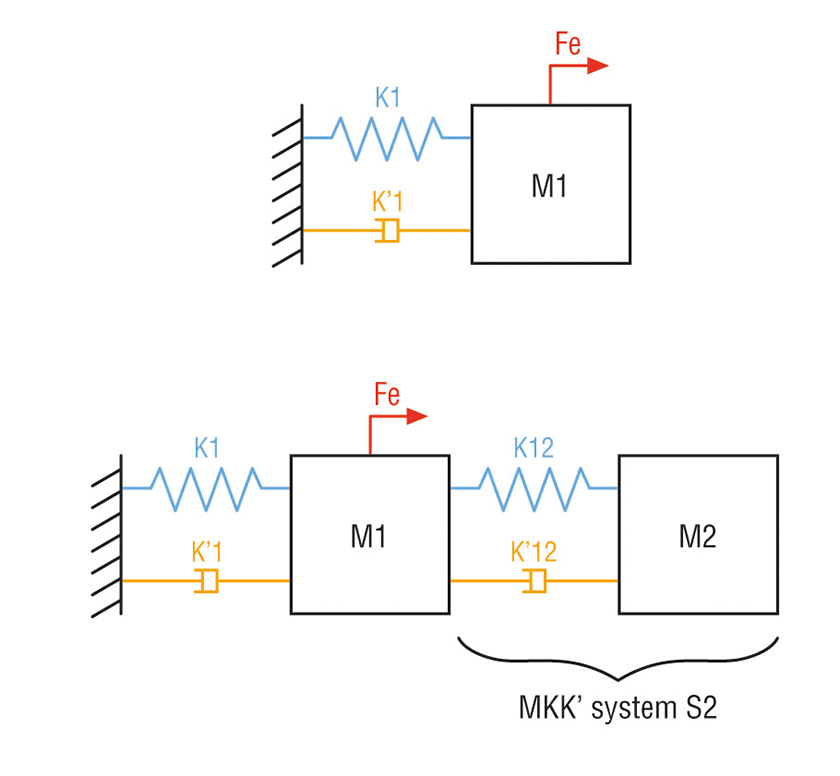
Figure 2
Un système adapté à une large gamme d’applications
Dans le système Steadyline, l’amortisseur de vibrations est placé à l’avant de la barre, où la flexion est la plus importante et où la masse peut amortir immédiatement les vibrations transmises de l’arête de coupe au corps de la barre. En tournage, les barres Steadyline sont équipés de la connexion à changement rapide GL. Cette connexion extra-courte positionne l’arête de coupe au plus près de l’amortisseur pour optimiser l’effet d’absorption des vibrations. Le système peut être adapté à une large gamme d’applications et est particulièrement utile dans les opérations de fraisage (contournage, usinage de poches et rainurage), de tournage et d’alésage ébauche ou finition.
N° 91 Septembre 2017