
Usinage de vilebrequins : une polyvalence extrême
INGERSOLL
par
Le siège social de la société Ingersoll à Haiger
Les vilebrequins représentent un des grands défis de l’usinage de pièces de moteurs par enlèvement de copeaux. En raison de la complexité de la forme de ces pièces, de la dynamique des process et des différentes méthodes d’usinage employées, l’offre en outillage disponible sur le marché est relativement restreinte. C’est pourquoi Ingersoll met sa longue expérience au service de la conception et de la fabrication d’outils spécifiques pour l’usinage des vilebrequins de moteurs en offrant une gamme complète d’outils pour différents process de fabrication.
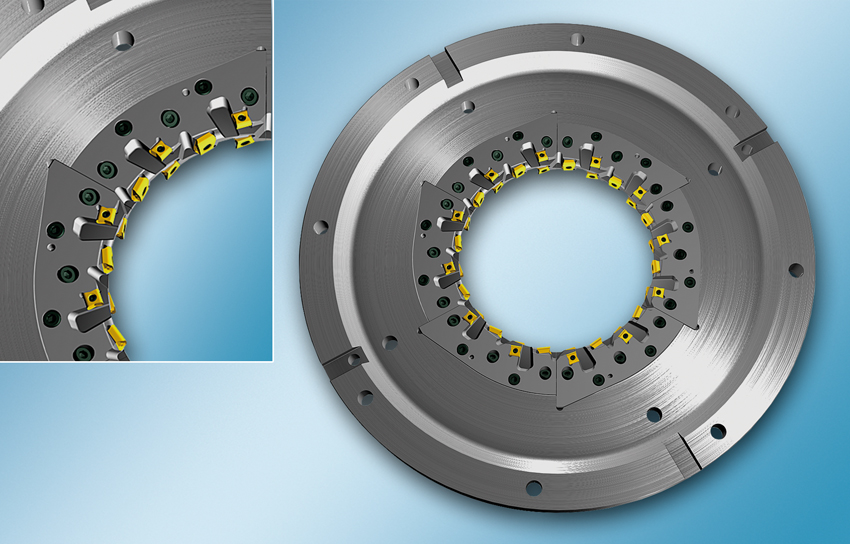
Fraiseuse annulaire, diamètre 230 mm, pour vilebrequins de moteur monocylindres
destinés aux groupes électrogènes
La formidable expansion de l’automobile a commencé en 1888 avec l’excursion légendaire de Bertha Benz de Mannheim à Pforzheim à bord du « tricycle Benz ». Les usines de fabrication durent alors faire face à la production de pièces en quantités inconnues auparavant. Henry Ford aux États-Unis, en particulier, s’est distingué comme pionnier de la production en série lors de la fabrication de sa célèbre « Tin Lizzy » dont 15 millions d’exemplaires furent assemblés entre les années 1908 et 1925. Cette nouvelle échelle de production de pièces en grand nombre représentait à l’époque un défi pour les tout jeunes fabricants d’automobiles et, par conséquent, pour leurs fournisseurs, ainsi que pour les fabricants d’outillage qui ont dû apporter des moyens de production hautement productifs et fiables. L’un des fournisseurs d’outillage pour la nouvelle fabrication en série d’Henry Ford était l’entreprise Ingersoll Cutting Tools, dont le siège se situe à proximité de Chicago.
Dès les débuts, l’usinage des vilebrequins a représenté une étape clé dans la construction automobile. En raison de l’augmentation constante des régimes des moteurs, les exigences envers les vilebrequins se sont énormément accrues, notamment au niveau des tolérances et de l’équilibrage. À cela s’est ajoutée une augmentation significative et nécessaire de la résistance des matériaux avec la banalisation du turbocompresseur et l’élévation de la compression interne des moteurs diesel. Toutes ces évolutions ont énormément accru les exigences envers les outils de coupe pour les vilebrequins.

Fraiseuse circulaire extérieure, diamètre 6 500 mm, pour vilebrequins de moteurs
diesel de navires
Ingersoll fournit des systèmes d’outillage pour la fabrication de vilebrequins depuis 1981
L’extrême polyvalence mentionnée dans le titre se réfère, d’une part, à la multitude d’applications des vilebrequins et, d’autre part, à la grande variation de la taille de ces pièces en fonction des emplois auxquels elles sont destinées. Ingersoll s’est taillé une réputation dans l’usinage d’une grande variété de vilebrequins, du vilebrequin de moteur monocylindre de 260 mm de longueur pour les groupes électrogènes jusqu’aux vilebrequins destinés aux moteurs diesel des navires qui peuvent atteindre 12 600 mm de longueur, en passant par les vilebrequins pour automobiles et camions.
Le diamètre des outils utilisés pour usiner ces pièces est aussi diversifié que les pièces elles -mêmes. Il va de 230 mm de diamètre pour la fraise circulaire intérieure pour les vilebrequins de groupes électrogènes, jusqu’à un diamètre de 6 500 mm pour les fraises extérieures des vilebrequins de bateaux.
Une caractéristique supplémentaire de la polyvalence de l’outillage pour vilebrequins d’Ingersoll est la gamme des méthodes d’usinage proposées qui va des fraises annulaires jusqu’aux outils de tournage et brochage, en passant par les fraises circulaires extérieures.
Les méthodes d’usinage des manetons et des tourillons ainsi que des extrémités des masses et des queues des vilebrequins ont connu un perfectionnement technique continu au cours des dernières décennies. Aux débuts de la production en série de vilebrequins, les manetons étaient exclusivement produits par tournage. Par la suite, au milieu du siècle dernier, les fraises circulaires sont devenues de plus en plus courantes en raison de la meilleure fragmentation et l’évacuation des copeaux qu’elles permettent. Cette caractéristique facilite leur intégration dans les chaînes de production et cette méthode d’usinage est, en outre, plus économique en temps.
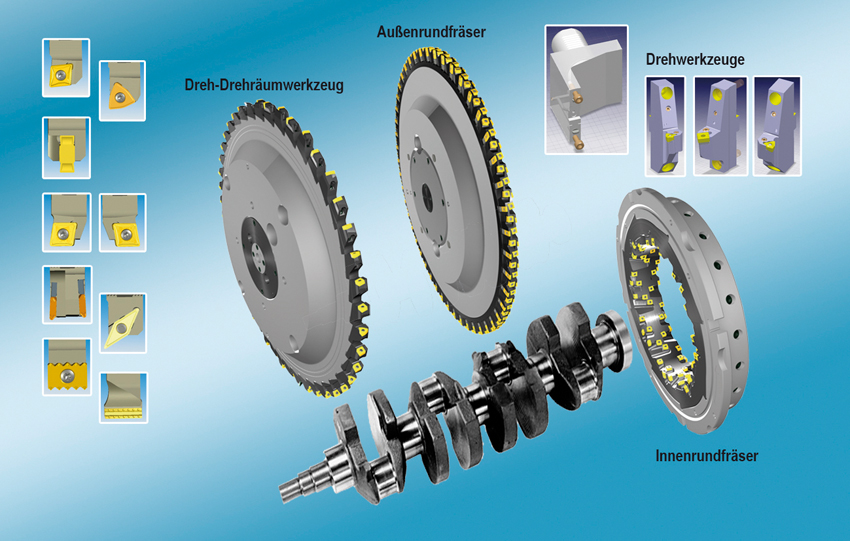
Aperçu des méthodes de fraisage, de tournage et de tournage-brochage
Une solution appropriée pour toutes les tâches d’usinage
Vers 1990 environ, les premiers essais avec des outillages de tournage ou tournage- brochage ont été effectués, étant donné que ces procédés d’usinage promettaient des avantages au niveau de la flexibilité, de la précision et de la cylindricité des paliers. Les diverses approches de l’usinage des vilebrequins ont toutes trouvé leur place dans la production moderne, chaque procédé offrant des avantages spécifiques.
Les coussinets de bielle des vilebrequins sont produits au moyen de fraises circulaires intérieures et extérieures. Le tournage est en effet exclu, étant donné que le vilebrequin doit être bridé de manière excentrée. Les forces centrifuges produites par ce positionnement ne permettraient pas d’atteindre les vitesses de coupe que les matériaux d’usinage modernes autorisent.
Le tournage ou le tournage-brochage sont utilisés pour l’usinage des extrémités des queues et des masses, situées dans l’axe de la pièce. Les tourillons font aussi en partie l’objet d’un tournage postérieur parce qu’en fonction de leur construction (paliers de réglage), ils présentent différentes largeurs ou différentes hauteurs de décrochement.
L’offre d’Ingersoll pour l’usinage des vilebrequins reflète la diversité de taille de ces pièces et des méthodes d’usinage qu’elles requièrent. Cette gamme d’outillage et la longue expérience d’Ingersoll sont une garantie de toujours profiter d’une solution appropriée pour toutes les tâches d’usinage.
Compte tenu de la complexité et de la diversité des vilebrequins ainsi que des méthodes d’usinage employées, Ingersoll a concentré sur un seul site, à Haiger en Allemagne, la conception, la construction et la fabrication des corps d’outils et des plaquettes indexables, ce qui représente un avantage certain.
Une telle centralisation permet de réduire les déplacements, d’optimiser la communication, de contrôler la qualité en continu et d’effectuer un vrai travail d’équipe.
Les services commerciaux d’Ingersoll sont répartis dans le monde entier. La société offre, grâce à son intégration dans le groupe international IMC, un service commercial et un support client continus. Ce n’est donc pas une contradiction : le succès d’Ingersoll dans le domaine de l’usinage des vilebrequins se base sur la concentration autant que sur la diversité.
N° 73 février 2016