Outillage et mécanique: un atelier spécialisé dans la haute précision

Gerhard Rauch Ges.m.b.H. à Trasdorf (Autriche) est un fabricant polyvalent de composants et d’assemblages mécaniques répondant aux exigences les plus élevées. Ses clients proviennent de sec-teurs tels que la construction mécanique, la mécanique de précision, l’aérospatiale ou la technolo-gie médicale. La gamme de services s’étend de la planification et de la fabrication en sous-traitance à la production de machines et d’outils d’estampage de films, en passant par la production de ma-chines personnalisées. Des pièces fabriquées à Trasdorf sont même utilisées sur Mars. Pourquoi l’entreprise fait-elle systématiquement confiance aux centres d’usinage Roeders pour l’usinage de haute précision?


« Notre entreprise a été fondée en 1970 par mon beau-père dans un garage à Vienne« , se souvient Anton Buresch, PDG de l’entreprise, aujourd’hui basée à Trasdorf. À l’origine, des travaux de rectifi-cation de profil exigeants étaient réalisés pour la fabrication d’outils et la construction mécanique. L’accent était mis sur les tâches particulièrement exigeantes présentant un degré de difficulté élevé, tel que les outils de poinçonnage. Rapidement, l’entreprise a également développé et fabriqué ses propres poinçonneuses pour films utilisées dans l’em-ballage alimentaire, un marché qui est toujours desservi aujourd’hui. Entre-temps, l’objectif s’est élargi pour in-clure des composants mécaniques hautement sophistiqués et des proto-types. La gamme de services s’étend du développement en partenariat et de la fabrication en sous-traitance à la production d’appareils et de machines spéciales. La devise de l’entreprise familiale est la suivante : « La meilleure qualité possible dans les meilleurs délais et au meilleur prix ».
À cette fin, Gerhard Rauch utilise un large éventail de technologies telles que la rectification, l’érosion, le fraisage, le tournage, le tournage dur et le marquage au laser, ainsi que le procédé PECM (usinage électrochimique de précision des métaux).
Usinage des aciers en une seule phase au lieu de plusieurs grâce aux fraiseuses/rectifieuses combinées de chez Roeders
"Nous continuons à produire des outils de poinçonnage dont les exigences en matière de précision des contours sont particulièrement élevées", explique A. Buresch. Dans le cas de feuilles d'aluminium extrêmement fines, par exemple pour les couvercles de pots de yaourt, les espaces de coupe peuvent n'avoir que 2 μm de large dans certains cas. Cela exige des tolérances inférieures à ± 1 μm pour le poinçon et la matrice. Par le passé, ces outils devaient être usinés en plusieurs étapes. Tout d'abord, ils étaient pré-fraisés en matière tendre. Ensuite, ils étaient trempés, ce qui entraînait un certain gauchissement. Enfin, les outils trempés étaient fraisés et rectifiés pour obtenir leurs dimensions finales. Ce pro-cessus en plusieurs étapes a été utilisé parce qu'auparavant, les machines et les outils de fraisage avaient du mal à usiner les aciers trempés. Ce handicap a finalement pu être surmonté grâce à l'acquisition de centres d'usinage Roeders, qui sont à la fois suffisamment rigides et précis pour usiner des matériaux extrêmement durs avec la précision requise. Les ébauches trempées peuvent désormais être serrées et usinées aux dimensions finales par fraisage et rectification par coordonnées. Il en résulte d'énormes économies en termes de personnel, de temps de production et, en fin de compte, de coûts. Le traitement en une seule étape élimine le travail supplémentaire lié à la construction de plu-sieurs montages, à l'exécution de plusieurs opérations de serrage et de des-serrage et à l'interruption du flux de travail en raison de l'expédition vers l'atelier de trempe. Les dépenses administratives supplémentaires liées à l'emballage, à l'expédition et au contrôle qualité des produits entrants de-viennent également superflues. Avec les fraiseuses Roeders, qui permettent également la rectification par coordonnées avec une précision maximale, même le carbure de tungstène peut être usiné directement.

Département de haute précision
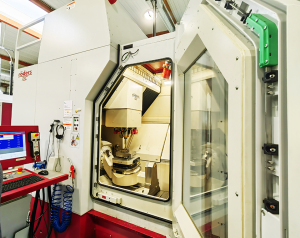
"Lorsque nous avons reçu notre première machine Roeders en 2015, nous nous sommes d'abord sentis un peu mal à l'aise, car nous avions jusque-là travaillé qu’avec des commandes Heidenhain", explique Raphael Schloffer, opérateur de machine et programmeur FAO dans le département Roeders. Heureusement, le nouveau système de commande s'est rapidement révélé agréablement facile à utiliser. La base de données technologique intégrée offre plusieurs options d'assistance intéressantes pour la rectification par coordonnées. Les cycles Heidenhain peuvent également être intégrés dans les programmes. Aujourd'hui, le département dispose au total de cinq centres d'usinage Roeders 5 axes : trois RXP501DS et deux RXP601DSH. Tous sont automatisés avec le changeur de palettes RCE1. En fonction du type de palette, il peut être stocké entre 8 et 45 pièces. Trois des systèmes fonctionnent avec une lubrification à l'huile entière, un avec micro-pulvérisation air/huile et un autre avec distributeur de fluides de MHT.
Le travail est organisé de manière à ce que les employés assument l'entière responsabilité de chaque commande tout au long de la chaîne de production. Cela signifie que chacun est responsable de tout, de la programmation FAO à la com-mande d'outils, de la production des montages nécessaires au contrôle final. Gerhard Rauch attache une grande impor-tance à l'autogestion de ces équipes. En témoigne également le fait qu'en plus du département Assurance Qualité entiè-rement équipé, les différents départements disposent chacun également d'une salle d'essai climatisée avec des systèmes de mesure de haute précision.

Un chef-d'oeuvre de précision : une bride pour machine d'emballage
"Aujourd'hui, cette bride est trempée après l'usinage doux, puis rectifiée superficiellement d'un seul côté avant d'être placée sur la Roeders", explique A. Buresch. Le composant est fabriqué en acier à haute résistance avec une dureté de 58 HRC. Les principaux défis de l'usinage se portent sur l'alésage conique au centre de la pièce et sur les deux alésages cylindriques de chaque côté, dont la tolérance de diamètre est spécifiée à seulement 0/+ 5 μm. En outre, la distance entre leurs axes et l'axe de l'alésage conique doit être maintenue avec une précision de ± 5 μm .
L'usinage sur système Roeders comprend des opérations de fraisage dur et de rectification par coordonnées, le tout dans la même position de serrage. Les deux alésages les plus petits sont ébauchés circulairement et rectifiés à la dimension en utilisant l'approche rapide de la course verticale. L'usinage du cône, qui est rectifié à l'aide d'une broche verticale à grande vitesse, est particulièrement exigeant. Le cône est rectifié simultanément en 5 axes à l'aide de cycles de rectification fournis par la CN Roeders. La réflexion du motif à carreaux de la feuille de papier sur les parois du cône témoigne de la qualité de la surface ainsi obtenue. L'état de surface ainsi obtenu est infé-rieur à un Ra de 0,15 μm.


Usinage du carbure de tungstène
"Nous usinons aussi souvent des pièces en carbure de tungstène sur Roeders", ajoute A. Buresch. Dans certains cas, cet outil est encore moins cher qu'un outil monolithique en acier, grâce à la combinaison d'une tige en acier et d'une couche supérieure relativement mince en carbure de tungstène. Seule la partie supérieure doit être usinée avec haute précision. Cette stratégie est rendue possible par le fait que les machines Roeders sont adaptées à la production de filets dans les pièces en carbure de tungstène. Dans un autre cas, un outil de poinçonnage monolithique en carbure d'une longueur d'arête de 300 x 200 mm comportant sept poinçons a été produit. Une largeur de coupe de 3 μm a dû être respectée pour cet outil ainsi que pour la matrice correspondante.
En outre, de nombreux outils de précision et composants de moules plus petits sont également produits sur machines Roeders, en partie en carbure de tungstène et en partie en aciers. Ici aussi, une extrême précision est sou-vent requise pour les dimensions d'interstice, par exemple pour les compo-sants de moules destinés à des matériaux de moulage par injection à très faible viscosité, tels que les silicones.
Les salariés, "l'atout décisif de l'entreprise"
"Nous atteignons de telles performances dans le domaine de la précision non seulement grâce à l'utilisation de bons équipements, mais surtout grâce au niveau élevé de qualification et d'engagement de nos employés", explique Leopold Killian, directeur des opérations de la succursale viennoise de l'entreprise. Dans leur entreprise familiale, les proprié-taires favorisent traditionnellement un environnement de travail dans lequel les employés se sentent à l'aise et appréciés.
Cela comprend également des avantages particuliers tels que la promotion d'activités sportives, l'utilisation des installa-tions de vacances de l'entreprise et des déjeuners gratuits. Le maintien d'une proportion élevée de stagiaires dans la main-d'oeuvre (15 %) fait partie intégrante de cette philosophie d'entreprise. La formation met l'accent sur l'utilisation d'équipements modernes. Les futurs employés savent qu'on attend beaucoup d'eux, mais qu'on leur offre également beaucoup, à savoir un environnement de travail attrayant et un bon revenu. Ils peuvent également compter sur une sécu-rité de l'emploi à long terme, car l'argent reste dans l'entreprise. Au lieu de retirer les bénéfices, ils sont constamment réinvestis dans la croissance future. Par conséquent, la rotation du personnel est faible. « Je suis moi-même l'un de ces employés “bien de chez nous”, ayant fait mon apprentissage dans l'entreprise et y travaillant depuis maintenant 38 ans », déclare L. Killian .
Klaus Vollrath b2dcomm.ch
La série de machines Roeders RXP501DS/601DSH
Les centres d’usinage 5 axes RXP501DS/601DSH Roeders ont été conçus pour répondre aux exigences de précision les plus élevées tout en offrant des performances de coupe élevées, même lors de l'usinage de matériaux difficiles tels que l'acier inoxydable ou le titane. Elles sont dotées d'entraînements directs linéaires sans frottement qui, associés à des contrôleurs de 32 kHz sur tous les axes, permettent un usinage à la fois très dynamique et de haute précision. Grâce à cette fréquence de correction élevée, il est possible de réduire considérablement le temps d'usinage tout en optimisant la qualité de la surface
Des règles optiques haute résolution sur tous les axes sont une condition préalable essentielle - chez Roeders, aucun compromis n'est fait lorsqu'il s'agit de précision. Grâce à sa précision et à sa dynamique, la machine peut également être utilisée pour la rectification par coordonnées. De plus, l'axe Z est équipé d'un système breveté de compensation du poids sous vide sans frottement.
Les installations sont dotées d'un système sophistiqué de gestion de la température qui garantit une stabilité thermique maximale. La température du fluide circulant dans tous les principaux composants de la machine est contrôlée avec une précision de ± 0,1 K. Une autre caractéristique particulière se rapporte à la CN basée sur la technologie PC, dont les fonctionnalités sont précisément adaptées aux tâches spécifiques du fraisage de haute précision UGV ou de la rectification par coordonnées et d'autres opérations de rectification. Comme Roeders a développé le système de commande lui-même, basé sur des PC industriels et le système d'exploitation Windows, les mises à jour du matériel et du logiciel sont disponibles sur demande à tout moment, ce qui signifie que le système de commande des machines se préserve de l’obsolescence à long terme.



EQUIP PROD – N°157 Février-Mars 2025