Focus sur la fabrication électrochimique de pièces de précision

Les besoins des clients en matière de composants techniques s’orientent vers toujours plus de précision. Outre cette exigence, les clients attachent de plus en plus d’importance à la qualité de surface, ainsi qu’à la productivité, le tout à un niveau de coûts avantageux. Voyons ici l’expérience qu’a vécue un fabricant de pièces de précision spécialisé en électroérosion avec le procédé PECM (usinage électrochimique de précision).

Avec actuellement 130 employés, l’entreprise exploite plus de trente machines d’électroérosion à fil et par enfonçage. « Nous nous sommes spécialisés dans la fabrication de pièces sur plan avec une précision descendant jusqu’à 0,5 µm », explique Christian Stumpf, gérant associé de Scerox Erodiertechnik GmbH à Redwitz.
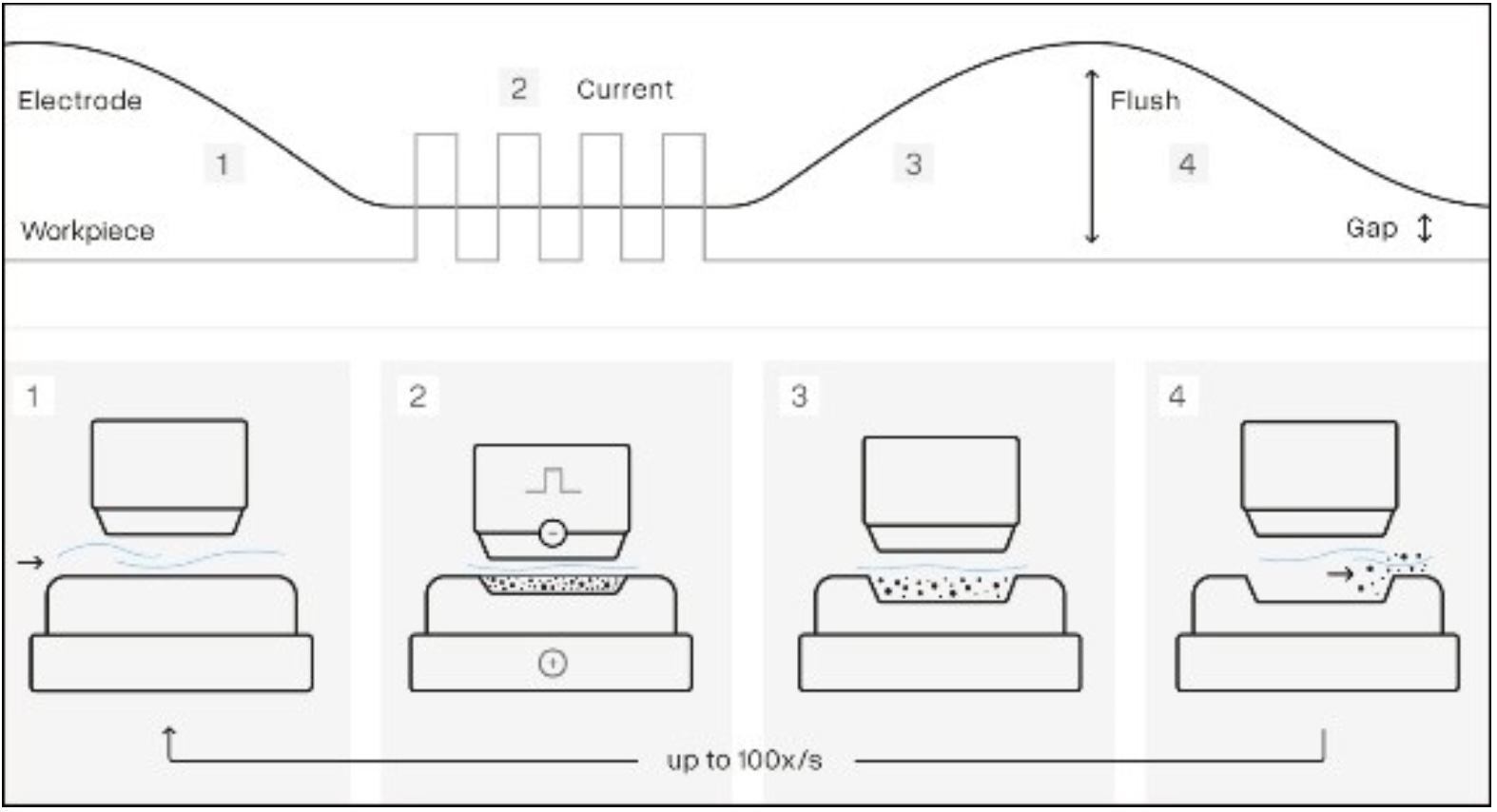
Le procédé PECM présente certaines similitudes avec l’électroérosion par enfonçage. L’usinage s’effectue par transfert de courant électrique dans un bain d’eau salée au lieu d’eau désionisée. L’enlèvement de matière se fait par dissolution superficielle à froid de la pièce et ce sans endommager la structure cristalline et sans créer d’amorces de ruptures ou générer de stress. Sa surface sans bavures ni stries apparaît lisse et brillante avec des valeurs Ra de 0,05-0,20 µm, idéale pour les composants devant recevoir une micro structuration.
Grâce à des intensités de courant élevées, l’usinage est très rapide et très précis avec des tolérances de l’ordre de ± 2-5 µm et une répétabilité < 1,5 µm. L’électrode peut être utilisée quasiment indéfiniment car elle ne s’use pas. Les vitesses de travail caractéristiques sont les suivantes : une ébauche de 0,5-3,0 mm/min, une finition de 0,1-0,5 mm/min et un polissage < 30 sec.

Une installation fiable et facile d’utilisation
Presque tous les métaux industriels électriquement conducteurs peuvent être traités. Il s’agit notamment des aciers faiblement et fortement alliés et des métaux non ferreux habituels, mais aussi des alliages à base de nickel et des matériaux haute température comme l’Inconel. Il en va de même pour les métaux exotiques comme le titane, le cobalt, le molybdène et les carbures de tungstène. « Le procédé PECM nous permet d’usiner à peu près le même spectre de pièces qu’auparavant avec l’électroérosion, se réjouit Christian Stumpf. Nous avons reçu notre installation en 2023. De notre point de vue, tout s’est bien passé avec le fabricant PEMTec, l’installation fonctionne de manière très fiable et l’assistance fournie lors de la formation et plus tard en cas de problèmes est bonne ».
Et d’ajouter : « La machine est facile d‘utilisation, même si les collaborateurs ont eu besoin d’un temps de formation relativement long en raison des particularités de cette technologie. Cela est moins dû à la machine elle-même qu’aux approches très différentes dans le domaine de la construction de l’outil (électrode). En fin de compte, nous sommes tellement satisfaits de la technologie et du fournisseur PEMTec que nous envisageons d’acquérir d’autres systèmes de ce type, malgré la situation économique globale mitigée ».
L’ensemble des propos et des photos ont été recueillis par Klaus Vollrath de B2dcomm
EQUIP PROD • N°166 Juin 2026


