Un programme innovant de fraisage PCD destiné aux usinages dans le secteur aéronautique

Jusqu’à présent, pour les usinages dans ce type de matériau, le carburier allemand développait des outils spéciaux selon les besoins des clients. Après plusieurs années de développement, Horn a lancé un nouveau programme de fraisage PCD pour l’usinage des métaux non ferreux et adapté aux exigences du secteur aéronautique.

Les matériaux composites tels que les CMO (composites à matrices organiques) ou les thermoplastiques comme le PEEK (polyéther cétone) sont en croissante utilisation sur les pièces de structures aéronautiques. Ces matériaux, par la présence de fibres abrasives, provoquent une forte usure sur les arêtes de coupe des outils. Ces derniers exigent un tranchant irréprochable pour sectionner parfaitement ces fibres et ainsi éviter, entre autres, le délaminage.
Ces exigences trouvent leurs solutions dans la nouvelle gamme de fraises PCD spécialement conçues pour un usinage efficace de ces matériaux. Fort de son expérience sur le marché et des besoins exprimés par ses clients, Horn a développé un programme standard complet d’outils de fraisage, allant de la série DM20 à la DM90. Cette série se distingue par sa polyvalence dans l’usinage de l’aluminium, des métaux non ferreux et des matières plastiques techniques.
Horn propose dès lors aussi bien des outils standard que des solutions sur mesure, allant de la fraise en bout PCD simple à des systèmes combinés complexes et modulaires. Ces outils se caractérisent par leur haute productivité, leur rentabilité économique et leur technologie avancée. Le matériau de coupe PCD utilisé par Horn, élaboré à partir d’un mélange précis de grains de diamant de tailles variées, garantit une qualité de coupe élevée, une dureté accrue et une grande ténacité.

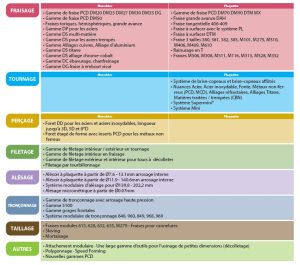
Des outils pour l’usinage des métaux non ferreux
La résistance à la traction, l’allongement, la dureté et la solidité de l’aluminium et des matériaux non ferreux peuvent être influencés par des éléments d’alliage tels que le silicium, le magnésium, le cuivre, le zinc et le manganèse. Lors de l’usinage, le matériau peut se ramollir sous l’effet de la chaleur, coller à l’outil de coupe et même le détruire en raison de la perturbation du flux de copeaux. C’est pourquoi il est important d’harmoniser correctement le matériau et les paramètres de coupe. Cette harmonie dépend de l’alliage d’aluminium, de l’outil de coupe, de la vitesse d’avance et de la vitesse de rotation ainsi que du type et de la quantité de lubrifiant réfrigérant. L’aluminium est un matériau polyvalent utilisé dans tous les secteurs de l’économie. Complétée par son nouveau programme de fraisage PCD, Horn propose une large gamme d’outils optimisés pour l’usinage économique de ce métal léger.
En raison de la forte tendance à l’adhérence des métaux non ferreux, les principales caractéristiques de la large gamme Horn d’outils standard et spéciaux sont des géométries de coupe spéciales avec des arêtes vives, des surfaces de coupe polies ainsi que des revêtements aux très bonnes propriétés de glissement. Les plaquettes en carbure de tungstène pour le tronçonnage reçoivent en outre un affûtage périphérique afin de garantir un tranchant extrêmement vif.
Pour les alliages d’aluminium à forte teneur en silicium, les plaquettes sont revêtues. Pour le fraisage, le portefeuille comprend des outils circulaires revêtus et non revêtus ainsi que des fraises VHM. En raison du grand volume de copeaux basé sur des données de coupe élevées, des fraises à un seul tranchant avec un grand espace de coupe sont également disponibles. Pour une durée d’utilisation élevée ou des travaux plus complexes, des matériaux de coupe très durs comme le PCD et le CVD-D avec des arêtes de coupe découpées au laser avec précision sont disponibles. Les outils à revêtement MKD sont utilisés par exemple pour l’usinage haute brillance de miroirs ou le moulage par soufflage d’aluminium.
EQUIP PROD • N°160 Mai-Juin 2025