Un système de fraisage circulaire pour la fabrication de pinces chirurgicales de haute précision

Spécialisé depuis plus de trente ans dans la fabrication d’instruments chirurgicaux de haute qualité, l’allemand HG Micro-Instrumente fournit des pièces en sous-traitance pour de grands acteurs du secteur médical. Afin d’assurer une qualité constante et réduire les délais de livraison, l’entreprise a décidé d’internaliser l’ensemble du processus d’usinage en s’appuyant sur une solution d’outillage Horn.


Dans le domaine des instruments chirurgicaux, la précision est un critère essentiel. La fabrication de pinces chirurgicales impose des tolérances extrêmement strictes, parfois de l’ordre de quelques microns. Le moindre écart par rapport aux spécifications est considéré comme inacceptable, même lorsque les pinces sont fabriquées en titane afin de réduire leur poids.
Un processus de fabrication maîtrisé nécessitant une solution d’usinage performante
Les ébauches des pinces arrivent chez HG Micro-Instrumente sous forme de pièces tournées. À partir d’une ébauche, l’équipe de Christophe Götz fabrique une moitié de pince sur son centre d’usinage Hermlé C22U. Un laser soude les deux moitiés lors d’une étape d’usinage ultérieure. « Auparavant, nous recevions la moitié déjà usinée mais la qualité ne nous suffisait pas. De plus, les longs délais de livraison nous dérangeaient », explique Christophe Götz, responsable usinage de l’entreprise.
L’équipe a donc adapté les processus de fabrication à l’usinage complet. Pour ce faire, les techniciens ont cherché une solution d’outil adaptée. L’important n’était pas seulement la plaquette mais le système complet, de la plaquette à l’interface de la broche. En raison du porte-à-faux parfois long de l’outil et des exigences en matière de qualité de surface, le système d’outils devait amortir les vibrations afin d’éviter les traces.
HG Micro-Instrumente a opté pour un système de fraisage circulaire développé par Horn, permettant de réaliser plusieurs opérations clés : le fraisage du profil concave, des dentures de la pointe de la pince et le fraisage du profil de la poignée pour les pinces à poignée plate. Pour le fraisage de la gorge, ils utilisent une plaquette à six dents et à rayon complet de type 632. La gorge sert à réduire le poids. L’outil a un diamètre de 30 mm et fraise la gorge de 3 mm de profondeur entre deux passes. « L’outil a tout de suite montré une grande capacité de fraisage. Nous avons dû encore ajuster un peu les paramètres d’usinage afin d’obtenir la meilleure qualité de surface possible, » explique Stefan Minder de Horn.
Répartition de l’usinage
Pour le fraisage du motif de la poignée et des taillages de la pointe de la pince, les membres de l’équipe d’usinage utilisent à chaque fois une plaquette à six dents du type 628. Les dents individuelles sont affûtées en quinconce sur les arêtes de coupe. Dans le processus de fraisage, la plaquette à six dents agit comme une plaquette à trois dents. L’avantage de cette répartition des coupes est qu’elle permet par exemple de fraiser les dentures fines sans presse de coupe élevée.
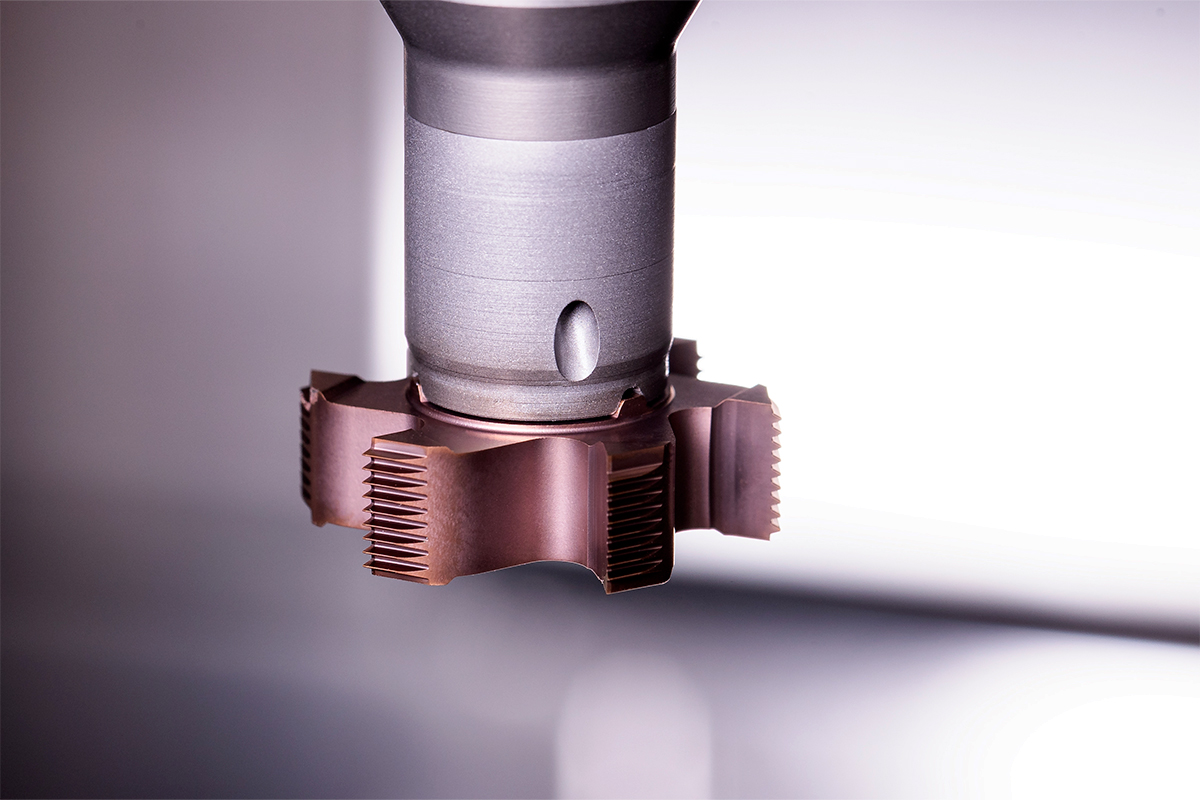

Ces taillages de denture doivent être présents sur la pointe de la pince en une seule passe de fraisage. La plaquette de 7mm de large fraise les 17 dents d’une profondeur de 0,35 mm. En outre, les dentures fraisées doivent être d’une grande précision. Lors d’utilisations ultérieures, les dents des deux moitiés de la pince doivent s’emboîter avec précision. Ce principe de répartition des coupes est également utilisé pour le fraisage des motifs de la poignée.
La géométrie de coupe optimisée pour l’utilisation dans le titane assure, en combinaison avec la nuance IG35 une productivité et une sécurité de processus élevées. Avec une épaisseur de revêtement de seulement 0,003 mm et une température maximale d’utilisation d’environ 1 000 degrés, l’outil atteint en moyenne une durée de vie deux fois longue qu’avec les revêtements traditionnels. Chez Horn, le revêtement des outils est effectué en interne dans ses propres installations de revêtement HiPIMS. Cela permet d’obtenir des performances d’usinage élevées et une livraison plus rapide des outils.
Le système de fraisage circulaire Horn
« Le système de fraisage circulaire Horn est rapide, fiable et permet d’obtenir de bons résultats en matière d’état de surface ». L’outil, guidé sur une trajectoire hélicoïdale, plonge en biais ou très superficiellement dans le matériau. Cela permet, par exemple, de réaliser des filetages d’une grande qualité. Comparées à l’usinage avec des plaquettes amovibles pour les grands diamètres ou des fraises VHM pour les petits diamètres, les fraises circulaires sont généralement plus économiques.
Celles-ci disposent d’un large champ d’application et usinent différents matériaux tels que l’acier, les aciers spéciaux, le titane, l’aluminium et alliages spéciaux. Ces outils de précision sont particulièrement adaptés aux processus de fraisage de gorges, d’alésages, de filetages, de rainures en T, de profils ainsi que de dentures. Ils convainquent également dans des applications spéciales comme le fraisage de gorges, d’étanchéité ou l’usinage de bielles.
Un système complet et stable
Pour le serrage de l’outil de fraisage, HG Micro-Instrumente mise sur le système de serrage hydro-expansible Tendo de Schunk. Depuis des décennies, Tendo est synonyme de serrage précis d’outils à corps cylindrique. Grâce au développement continu, cette technique de serrage d’avenir répond aux exigences sans cesse croissantes de l’usinage de précision universel et exigeant. Le système Tendo s’adapte à tous les types de corps cylindriques courants. La grande diversité de ces produits offre une solution adaptée à presque toutes les applications. La concentricité et la précision de répétabilité du système de serrage sont d’environ 0,003 mm. L’amortissement élevé des vibrations montre ses avantages pour les longs porte-à-faux d’outils.
L’association de la plaquette, du porte-
outils en carbure monobloc et du mandrin à expansion hydraulique affiche des performances élevées dans le cas d’application de HG Micro-Instrumente. « Nous maîtrisons le processus de fraisage et sommes très satisfaits du résultat. De plus, le service et les conseils techniques de Horn sont d’un très haut niveau ».
EQUIP PROD • N°165 Mai 2026